|
"Studiu documentar privind metodologia de testare a ambalajelor metalice pentru produse alimentare"
CAPITOLUL 1
INTRODUCERE
Ambalajul este considerat astazi un element de strategie al fabricantului in comercializarea produselor sale pe piata interna si pe cea externa.
Ambalajul este definit prin Directiva nr. 94/62/CEE, astfel: "ambalaj inseamna toate produsele executate din orice fel de material de orice natura, destinate a fi utilizate pentru cuprinderea, protectia, manipularea, livrarea si prezentarea de bunuri, de la materii prime la bunuri procesate, de la producator la consumator" (Bazele merceologiei, 2002).
Politica de ambalare a marfurilor se inscrie in cadrul politicii economice generale si trebuie corelata cu politica de piata (cerintele pietii) la momentul dat.
Cum toate tipurile de marfuri au nevoie de ambalaje, dezvoltarea productiei acestora trebuie sa-si gaseasca reflectarea si in dezvoltarea corespunzatoare a productiei de materiale destinate ambalajelor, precum si a utilajelor de ambalare, respectiv o dezvoltare a tehnologiei, proceselor si metodelor de ambalare in ultima faza a procesului de productie, precum si a intregului lant logistic.
Produsele agroalimentare, ramura importanta a productiei de bunuri, trebuie sa ajunga la consumator in stare ambalata. Aceasta impune necesitatea pastrarii produsului pe toata perioada de garantie, asigurand, totodata, eficienta economica a procesului de productie si desfacere, atat pe piata interna, cat si cea externa.
Din acest motiv, calitatea materialelor de ambalare si ambalajelor, precum si tehnologiile de ambalare trebuie sa fie la nivelul celor practicate de tarile dezvoltate, respectiv sa raspunda exigentelor impuse, in principal, de piata Uniunii Europene.
Securitatea materialelor de ambalare se bazeaza pe asigurarea ca, in timpul contactului cu alimentele, substante chimice nesigure nu migreaza din material in alimente.
Aproximativ 20% din venitul disponibil in Europa este cheltuit pe alimente. Conservele contribuie, in mod semnificativ, la distribuirea alimentelor in conditii de siguranta si la reducerea alterarii microbiologice (CANCO Workshop, 2002).
In prezent, pe plan mondial, ambalajele pentru conservele sterilizate cele mai uzuale sunt cutiile de tabla alba 80%, restul de 20% fiind reprezentat de ambalajele din aluminiu (pasta de carne) si din sticla (preparate din legume si fructe). In cazul berii si bauturilor gazoase, aluminiul si tabla neagra, dupa sticla, prezinta o pondere foarte importanta.
Conservele pentru alimente sunt fabricate fie dintr-un otel subtire, acoperit electrolitic cu un strat subtire de staniu, pe ambele fete, fie din aluminiu, care se mai utilizeaza si pentru fabricarea cutiilor pentru bauturi (bere) si a capacelor pentru borcane sau diferite tipuri de butelii (Mircea, 1986).
Sectorul de fabricare a metalului usor de ambalare in Europa cuprinde mai mult de 300 de firme, implicand cca. 43000 de oameni. Conservele pentru alimente si bauturi, in mod curent, cuprind o arie totala de 59 miliarde de conserve pe an, dintre care 23 miliarde de conserve pentru alimente. Acestea reprezinta 18% din totalul de 321 miliarde de conserve, anual, in lume. In America de Nord, anual, peste 32 miliarde de conserve din otel sunt fabricate si expediate catre sectorul utilizator de ambalaje (CANCO Workshop, 2002).
Masuratorile analitice asupra materialelor pentru ambalare sunt in general realizate in trei scopuri:
1. Pentru a identifica componentii
ambalajului;
2. Pentru a identifica si masura substantele prezente ce pot migra in alimentele ambalate si cauza probleme de sanatate consumatorilor. Acest lucru este deseori insotit si de masurari ale migratiei u nor anumite substante fie in alimente fie in simulanti de alimente;
3. Pentru a identifica si masura substantele prezente care pot migra in alimentele ambalate si avea efecte adverse asupra proprietatilor lor organoleptic precum mirosul si gustul.
Materialele pentru ambalare
Principalele categorii ale materialelor de baza utilizate pentru ambalare sunt:
- materialele plastice;
- filmele de celuloza regenerata;
- hartia si cartonul;
- metalul;
- sticla.
In cazul unor recipiente de metal pentru alimente si bauturi fara alcool exista un invelis de lac interior fie pentru a preveni corodarea metalului de catre aliment fie contaminarea alimentului de catre recipientul metalic.
O combinatie de strat polimeric intr-un carton este folosita pentru ambalajele lichide precum laptele unde un invelis de lac pastreaza laptele in recipient si da rezistenta cartonului. Unde este necesara depozitarea bauturilor fara alcool pentru perioade mai lungi, precum in cazul sucurilor de fructe, protectia suplimentara este necesara pentru a preveni patrunderea O2 in aliment. Pentru obtinerea acestei protectii, un strat de aluminiu este incorporat in componentul de plastic/ carton.
In cazul multor materiale cu multiple straturi, adezivii sunt utilizati pentru a le tine impreuna. Printarea exterioara este si ea o componenta importanta in ambalare.
 Materialele noi
pentru ambalare au de obicei o structura cu mai multe straturi. Daca materialul
este o laminata sau o coextruziune fiecare strat va produce un spectru
infrarosu. Spectrul compus rezultant a fi dificil de interpretat. In
majoritatea cazurilor laminatele sunt produse prin utilizarea unui adeziv ce
leaga straturile intre ele. Cateodata este posibila selectarea unui solvent
pentru dizolvarea adezivului prin asta permitandu-se straturilor individuale de
polimeri sa fie separate. Polimerii separati pot fi identificati prin spectrul
lor de absorbtie infrarosu. Spectrul din polietilena/ poli(etilena tereftalata)
laminata si straturile separate sunt evidentiate in fig. 1A- 1D. Adezivii
bazati pe poliuretan sunt utilizati pe scala larga pentru a lega poli (etilena
tereftalata) de poliolefine. Alcoolul benzilic fierbinte este un solvent bun
pentru o gama larga de poliuretine. Alti solventi sunt tetrahidrofuranul si
cloroformul utilizati pentru adezivi pe baza de acril. Acestia ajuta la
identificarea tipului de adeziv.
Materialele noi
pentru ambalare au de obicei o structura cu mai multe straturi. Daca materialul
este o laminata sau o coextruziune fiecare strat va produce un spectru
infrarosu. Spectrul compus rezultant a fi dificil de interpretat. In
majoritatea cazurilor laminatele sunt produse prin utilizarea unui adeziv ce
leaga straturile intre ele. Cateodata este posibila selectarea unui solvent
pentru dizolvarea adezivului prin asta permitandu-se straturilor individuale de
polimeri sa fie separate. Polimerii separati pot fi identificati prin spectrul
lor de absorbtie infrarosu. Spectrul din polietilena/ poli(etilena tereftalata)
laminata si straturile separate sunt evidentiate in fig. 1A- 1D. Adezivii
bazati pe poliuretan sunt utilizati pe scala larga pentru a lega poli (etilena
tereftalata) de poliolefine. Alcoolul benzilic fierbinte este un solvent bun
pentru o gama larga de poliuretine. Alti solventi sunt tetrahidrofuranul si
cloroformul utilizati pentru adezivi pe baza de acril. Acestia ajuta la
identificarea tipului de adeziv.
Fig. 1- Spectrul infrarosu
O metoda ce poate fi aplicata laminatelor si coextruziunilor este dizolvarea selectiva si inlaturarea straturilor de polimeri prin selectarea atenta a solventilor. Astfel, stratul de nailon intr-o coextruziune de polietilena/ nailon/ polietilena poate fi dizolvat prin fierberea in xilena. Alternativ, nailonul poate fi inlaturat prin fierberea in acid formic.Acizii si alcalinele trebuie evitate in cazul unor polimeri unde exista riscul reactiei cu acestia. Un exemplu ar fi utilizarea de solutii concentrate de hidroxid de sodiu pe un film metalizat ce contine anumiti tipi de ionomeri acril/ etilena, unde pot exista alternari in spectrul infrarosu din cauza acestui tratament.
Cateodata este dificil de obtinut o masuratoare a grosimii straturilor datorita imbibarii lor cu solvent sau a ruperii straturilor mai subtiri. Daca densitatea unui polimer este cunoscuta sau masurata, grosimea stratului poate fi calculata din greutatea polimerului.
Desi sprectroscopia cu infrarosu este o tehnica utila in identificarea polimerilor din materialele de ambalaj este important de subliniat ca precum rezultat al dezvoltarii tehnologiei de ambalare este de preferat folosirea unei tehnici adecvate unui anumit tip sau a altor tehnici de analiza. In ultimii ani a existat o moda in utilizarea mai mare a coextruziunilor si mai mica a laminatelor lipite cu adezivi. Coextruziunile dintr-o gama larga de polimeri pot fi produse prin utilizarea unor straturi subtiri de legatura (de cativa micrometri) a unui polimer compatibil cu alte tipuri diferite de polimeri. De exemplu, polipropilena si alcoolul etilen vinilic pot fi extrudate in filme sau sticle. Straturile din coextruziuni nu pot fi imediat separate prin utilizarea solventilor. In plus, constrangerile privind timpul si costurile ce privesc analiza coextruziunilor inseamna ca izolarea fizica a straturilor este deseori impracticabila.
Cea mai eficienta modalitate de stabilire a structurii ambalajului este o combinatie a microscopiei optice, scanarii calorimetrice diferentiate (DSC), si spectroscopiei cu infrarosu. Prima etapa este stabilirea constructiei unui material necunoscut de ambalaj care sa' fie supus tehnicilor microscopiei optice. O sectiune (tipic 5-10µm) este taiata dintr-o portiune de 10x10 mm utilizandu-se un microtom. Este importat ca esantionul sa fie rigid si taiat cu un cutit foarte ascutit. Cel mai bun cutit pentru materialul ambalajului este de obicei facut din sticla.
CAPITOLUL 2
CONSERVAREA PRODUSELOR ALIMENTARE
2.1. Generalitati
Constituie o veriga importanta in asigurarea calitatii acestora.
Modalitatile prin care se realizeaza aceasta cuprind o gama larga de tehnici de conservare, clasificate in doua grupe: metode termice si atermice.
O succinta clasificare a procedeelor de conservare a alimentelor este urmatoarea:
1.1. Eliminarea microorganismelor prin separare fizica (microfiltrare, ultracentrifugare);
1.2. Distrugerea microorganismelor (sterilizare) prin:
- actiune a caldurii;
- radiatii ionizante;
- folosire a antisepticelor lichide si gazoase.
1.3. Efect de opire a proliferarii microorganismelor (efect de protectie) prin:
- utilizare a temperaturilor scazute;
- reducere a continutului de apa;
- protectie prin incorporare, inglobare de inhibitori.
1.4. Procedee mixte (utilizand cel putin doua procedee):
- refrigerare in atmosfera controlata;
- tratament termic urmat de refrigerare;
- tratament cu radiatii ionizante si refrigerare;
- prin fermentare si pasteurizare sau sterilizare;
- prin actiunea asupra activitatii apei (aw);
- prin actiunea asupra pH-ului.
Conservarea produselor alimentare, fie in vederea prelungirii duratei de valabilitate, fie pentru modificarea caracteristicilor senzoriale, a aparut inca din cele mai vechi timpuri (Vizireanu, 2003).
Sterilizarea, procedeu descoperit de mai bine de 50 de ani, consta in inchiderea alimentelor intr-un recipient ermetic si supunerea ulterioara la o incalzire, care sa asigure distrugerea sau inactivarea microorganismelor si enzimelor susceptibile a le altera.
Prin sterilizare se pot conserva: toate speciile de legume si fructe, precum si produse din carne (Gherghi, 1999).
Procesul sterilizarii in industria conservelor trebuie astfel condus, incat sa se asigure, pe de o parte, conservabilitatea produsului, iar pe de alta parte sa se mentina calitatea si valoarea nutritiva. Stabilirea regimurilor de sterilizare, cat si aplicarea corecta a acestora este foarte importanta, deoarece cele mai mici abateri de la formula de sterilizare (nerespectarea conditiilor de timp, temperatura si presiune) pot avea consecinte grave asupra conservabilitatii si calitatii produsului.
Termodistrugerea microorganismelor se desfasoara, in general, dupa o relatie logaritmica:
![]() (1)
(1)
de unde
![]() (2)
(2)
sau
![]() (3)
(3)
in care: K - coeficient al vitezei de distrugere termica a microorganismelor, care depinde de termorezistenta microorganismelor, de temperatura de incalzire si de proprietatile bactericide ale mediului;
t - durata a mentinerii la temperatura de termodistrugere, in min;
N0 - numar initial de microorganisme;
N - numar de microorganisme ramase dupa o incalzire de t minute.
din ecuatia (3) se obtine:
![]() (4)
(4)
Din ecuatia (4) rezulta:
numarul de microorganisme ramase dupa o tratare termica este proportional cu numarul initial de microorganisme;
probabilitatea de a gasi un numar de microorganisme in viata devine extrem de mica pe masura prelungirii duratei tratamentului termic (Marinescu si Opris, 1967).
Prin sterilizare se pot conserva toate speciile de legume. Sterilizarea se efectueaza in functie de capacitatea recipientelor si gradul de maturitate al legumelor ambalate.
Un al doilea factor determinant in distrugerea microorganismelor il constituie aciditatea produsului respectiv.
Dintre produsele prelucrate din legume si fructe, clasificate dupa pH, astfel:
slab acide pH>4,5 mazare, fasole verde;
- acide 4,0<pH<4,4 tomate, ananas, pere;
- foarte acide pH<4,0 struguri, varza,
produsele acide si slab acide necesita tratamente termice puternice (sterilizare) (Marinescu si Opris, 1967).
2.2. Recipiente pentru conserve
Cele cel mai frecvent utilizate sunt: cutiile metalice sau borcanele de sticla. In ceea ce priveste locul ocupat, la ora actuala, de materialele de ambalare, se poate aprecia ca 80% din conservele sterilizate sunt ambalate in cutii de tabla cositorita, 20% in ambalaje din aluminiu si din sticla .Atat in tara, cat si pe plan extern, conservele produselor alimentare (atat din carne, cat si din legume-fructe) utilizeaza:
- Cutii metalice (din trei piese) sudate sau lipite, litografiate, cu capace clasice, sau cu deschidere usoara din tabla cositorita.
- Cutii ambutisate (din doua piese) din tabla cositorita sau din aluminiu, lacuite sau litografiate, cu capace clasice sau cu deschidere usoara, litografiate.
Fabricarea cutiilor prin ambutisare ("drawing-wall ironing") a fost realizata, mai intai, cu aluminiu; se poate face, de asemenea, cu tabla alba si neagra (Mircea, 1986).
Se remarca faptul ca, si in
De asemenea, in
2.2.1. Procesul de coroziune
Procesul de coroziune al recipientelor are loc in prezenta produselor alimentare si este un fenomen de natura electrochimica, staniul si otelul actionad drept electrozi.
Coroziunea electrochimica este procesul de distrugere a metalelor in prezenta unui electrolit, cand se formeaza un curent propriu de coroziune generat de procesele electrochimice desfasurate la limita celor doua faze. Procesul presupune desfasurarea a doua reactii pe suprafata metalica:
Ø procesul anodic de ionizare (oxidare) a metalului, adica procesul de distrugere propriu-zisa, prin trecerea ionilor de metal in solutie:
![]() Fe
- 2e- Fe 2+ sau
Fe
- 2e- Fe 2+ sau
![]() Sn - 2e- Sn 2+
Sn - 2e- Sn 2+
Ø procesul catodic de reducere a unui agent capabil sa accepte electronii eliberati in procesul anodic si consta in:
reducerea ionilor de hidrogen in mediu acid:
![]() 2H+
+ 2e H2
2H+
+ 2e H2
reducerea oxigenului dizolvat in electrolit in mediu alcalin:
![]() O2
+ 4H+ + 4e H2O
O2
+ 4H+ + 4e H2O
reducerea unui oxidant in solutie neutra:
![]() NO3 +
10H+ + 8e NH4 + 3H2O
NO3 +
10H+ + 8e NH4 + 3H2O
![]() SO2 + 6H+ +
6e H2S + 2H2O
SO2 + 6H+ +
6e H2S + 2H2O
![]() S + 2H+ + 2e H2S
S + 2H+ + 2e H2S
S-a dovedit ca fenomenul coroziunii tablei cositorite este relativ complex, fiind conditionat: - de factori datorati tablei;
- de procese de prelucrare ale acesteia;
- de caracteristici ale produselor conservate. (Bugajki, J., 1991)
Factori datorati tablei:
Staniul ca atare este putin sensibil
fata de actiunea acizilor continuti de fructe sau legume, astfel incat este
foarte greu corodat. Tabla cositorita prezinta, insa, intotdeauna,
discontinuitati in stratul protector de staniu (
Polaritatea celor doua metale se schimba, insa, aproape imediat, staniul trecand in solutie (anod) si fierul devenind catod. Aceasta inversiune este explicata prin faptul ca, in prezenta acizilor organici, in solutie se formeaza ioni complecsi stabili, care, prin reducerea numarului de ioni stanosi la suprafata electrodului, determina o scadere de potential a electrodului de staniu la o valoare mai mica decat a electrodului de fier. Intr-un mediu constituit din acizi minerali, in care ionii complecsi sunt solubili, potentialul staniului ramane superior celui al fierului si inversiunea nu se produce.
In conditiile descrise, staniul, ca anod, trece in solutie, iar la nivelul superior porilor, unde este descoperit fierul, se pune in liberatate hidrogenul sub forma de gaz. Procesul de coroziune a tablei decurge incet, deoarece suprafata totala a porilor este mica si, in mod suplimentar, bulele de hidrogen adera la pori, impiedicand accesul ulterior al lichidului acid al conservei.
Trecerea staniului in solutie este dirijata, deci, de cantitatea de hidrogen care se degaja.
(Marinescu si Opris, 1967).
Compozitia produsului influenteaza, in mod deosebit, procesul de coroziune interioara a cutiilor. Desi fenomenul este dependent de pH, se constata ca, in intervalul de pH=3,5 - 4,0, exista o zona favorabila coroziunii metalului. Diversi acizi organici au o comportare diferentiata: in prezenta acizilor citric si malic, staniul este polarizat catodic, favorizand fenomenul de coroziune a cutiilor. Alte constatari practice arata ca produsele cu un pH foarte coborat exercita o coroziune relativ lenta a tablei cositorite, iar in aceste conditii prezenta simultana a oxigenului nu are mare influenta. Din contra, la o valoare mai ridicata de pH, coroziunea poate fi mai rapida si este sensibil accelerata de prezenta oxigenului. Produsele foarte acide provoaca o coroziune mai slaba decat cele acide, deoarece prezenta sarurilor de staniu in solutie franeaza desfasurarea ulterioara a procesului. Pe baza acestei constatari se preconizeaza adaugarea de acizi organici la conservele de fructe, pentru a reduce, intr-o oarecare masura, coroziunea.
In mod normal, oxigenul si substantele oxidante prezente in produs au un rol preponderent in desfasurarea procesului de coroziune. Acestea fiind acceptoare de hidrogen reactioneaza cu hidrogenul, cu formare de apa. Ca urmare se produce inversarea polaritatii cuplului galvanic Sn-Fe. Fierul devenind anod trece in solutie si coroziunea avanseaza pana la perforarea tablei. Prin eliminarea aerului din recipient, inainte de inchidere, procesul poate fi sensibil incetinit. O comportare similara cu oxigenul o au si alte grupe de substante. De exemplu antocianinele din fructe actioneaza ca acceleratori. Din acest motiv, in cazul compoturilor din fructe colorate in rosu, se constata cel mai frecvent perforarea recipientelor prin coroziune. In acelasi sens sunt afectate cutiile de: prezenta sulfurilor, sulfitilor, proteinelor, polifosfatilor, nitritilor etc.
Unele legume cu un continut mai ridicat de acid oxalic: sparanghel, spanac ataca si dizolva puternic staniul, provocand o decositorire rapida a tablei.
Din contra, prezenta pectinei, gelatinei, agar-agarului, zaharului si uleiurilor sau grasimilor actioneaza in mod inhibitor.
In practica, insa, datorita imperfectei impermeabilitati a peliculei de lac, fenomenul de coroziune nu este complet blocat. Din contra, se pare ca in aceasta situatie nu mai are loc inversiunea de potential a staniului in raport cu fierul, ceea ce explica frecvente cazuri de perforare a cutiilor de tabla vernisata, indeosebi in cazul conservelor de fructe, al caror pH este intre 4,0 - 4,5 (Marinescu si Opris, 1967).
Procese de prelucrare ale tablei
Cercetari comparative asupra tablei cositorite la cald (grosimea stratului de Sn de 2,2 - 2,5 µm), in raport cu cea cositorita eletrolitic (grosime strat de 0,7 - 1,1 µm) conduc la urmatoarele concluzii:
Viteza de trecere a staniului in solutie, in unele medii, este practic acceasi pentru ambele categorii de tabla. Factorul principal care determina viteza de dizolvare a staniului in produsul conservat il constituie formarea micro si macrogalvanocuplelor Sn-Fe, care iau nastere in recipiente si a caror formare este favorizata de neomogenitatea stratului de cositor.
Viteza de dizolvare este influentata de gradul de impurificare al stratului de cositor si nu de grosimea acestuia. Din acest punct de vedere tabla cositorita electrolitic ar fi de preferat celei cositorite la cald. Totusi, in practica, tabla cositorita electrochimic este mai putin rezistenta la coroziune, datorita stratului de staniu si mai ales datorita porozitatii mari a acestuia. Coroziunea este accelerata de catre ridicarea temperaturii de depozitare. Racirea activa a recipientelor, imediat dupa sterilizare si pastrarea la temperaturi sub 200C poate contribui la scaderea procesului de coroziune (Marinescu si Opris, 1967).
Se recomanda lacuirea fie pe o fata, fie pe ambele, a tablei pentru confectionarea cutiilor, in scopul protejarii suprafetelor metalice, atat fata de coroziunea atmosferica, cat si fata de reactia cu continutul conservei. Lacuirea protejeaza, de asemenea, alimentele de contaminarea cu metal, care poate produce modificari de culoare si de miros, depinzand de specificul alimentului.
Suprafatele exterioare pot fi, de asemenea, imprimate prin litografiere (Enachescu, 1995).
Fenomenul de marmorare poate apare in cazul ambalarii unor anumite produse (carne,
crustacee, mazare, fasole boabe, conopida, varza etc.) in cutii din tabla
cositorita. Astfel, in cursul procesului de sterilizare, prin degradarea
compusilor cu sulf continuti (proteine) se pune in libertate hidrogen sulfurat
care reactioneaza cu staniul, producand sulfura respectiva de culoare
violeta-bruna. In punctele in care stratul de cositor prezinta discontinuitati
(zgarieturi,
Fenomenul de marmorare este influentat de temperatura ridicata si de durata prelungita a procesului de sterilizare termica. Marmorarea nu are loc in cazul produselor al caror pH este inferior valorii de 5,5. De aceea se recomanda modificarea valorii pH-ului sub limita indicata, prin adaosul de acizi alimentari (exp.acid citric) pentru evitarea marmorarii. In mod curent, in cazul materiilor prime mentionate, acestea sunt ambalate in cutii confectionate din tabla vernisata cu lac sulforezistent. Lacurile respective contin in compozitia lor cantitati minime de oxid de zinc (4 ppm). Intrucat sulful eliberat de alimente in cursul tratamentului termic de sterilizare are o afinitate mai mare pentru zinc decat pentru staniu sau fier, acesta este fixat sub forma de sulfura de zinc de culoare alba, eliminandu-se, astfel, aparitia marmorarii.
Colorarea cauzata de aparitia sulfurii de fier poate avea urmari mai grave, deoarece fierul poate fi sa fie continut de insasi materia prima (de exemplu: conopida), fie de apa folosita, in care caz innegrirea se manifesta in toata masa de produs, facandu-l nevandabil.
Pasivizarea este un tratament care se aplica tablei cositorite eletrolitic, in scopul maririi rezistentei fata de marmorare si coroziune. Procesul consta in scufundarea tablei intr-o solutie alcalina continand cromat de sodiu si fosfat de sodiu, in stare fierbinte. Astfel, se formeaza o pelicula protectoare de acid metastanic, cu grosime de 50 - 300Å. Intrucat stratul de acid metastanic poate fi usor vatamat in cursul operatiei de fabricare a cutiilor, este indicat ca tratamentul de pasivizare sa se aplice recipientelor gata confectionate. Unii autori recomanda procesul de pasivizare, in scopul realizarii unei aderente mai bune a lacului in cazul tablei cositorite electrolitic (Marinescu si Opris, 1967).
2.2.2. Materialele de confectie a cutiilor si capacelor metalice
TIPURILE DE METAL FOLOSITE IN AMBALARE
Conservele sunt foarte raspandite pentru ambalarea alimentelor. In unele cazuri conservele de otel placat cu cositor sunt de exemplu utilizate pentru ambalarea fructelor. In principal conservele sunt in interior prevazute cu o folie polimerica pentru a preveni corodarea sau alterarea alimentului. foarte multe cercetari au fost facute in ultimii ani pentru a investiga masura in care compusii prezenti in masele plastice migreaza in aliment.
Atentia s-a fixat asupra compusilor chimici bisfenol A, BADGE si BFDGE. Bisfenolul A este produs in urma reactiei fenolului cu acetona. Bisfenolul A reactioneaza apoi cu epiclorhidrina pentru a produce bisfenolul A eter diglicidil (BADGE). BADGE este apoi polimerizat si legat intr-un proces de incalzire pentru a produce un strat/ invelis/ folie epoxifenolic care are o mare rezistenta chimica si mecanica. Aceste invelisuri sunt denumite epoxi bisfenol A.
In mod alternativ fenolul poate reactiona cu formaldehida dand nastere bisfenolului F. spre deosebire de bisfenolul A, bisfenolul F este un amestec de izomeri mai degraba decat un compus nesemnificativ. Bisfenolul F poate fi supus unui proces de condensare in care un reziduu polimeric numit Novalac este produs. Novalac poate reactiona cu epiclorhidrina producand poliglicidil eter si acestia sunt denumiti eteri glicidil novalac (NOGE). NOGE nu este utilizat pentru a produce folii/ invelisuri epoxifenolice precum in cazul BADGE.
Invelisurile organosolice sunt dispersii de PVC in materialul lichid, solventi si alte rasini. Invelisul este incalzit pentru a evapora solventii si a usca rasinile. BADGE este deseori adaugat ca aditiv pentru a purja acidul hidrocloric generat din PVC in timpul uscarii. Alternativ, NOGE este utilizat ca aditiv in loc de BADGE.
Cele mai utilizate tipuri de plastice utilizate pentru conservele alimentare, in cazul in care alimentul este prelucrat in conserva pentru a asigura:
- epoxifenolii si
- organosolii.
Plasticurile epoxifenolice sunt universal utilizate atat pentru conserve cat si pentru capetele obiectelor din 2 sau 3 piese, desi, mai comun apar la conservele mici turnate. Recipientele pentru bauturi sunt de obicei invelite in epoxiana si capatul "usor de deschis" precum si cel al conservlor formate din 2 parti sunt invite cu oragnosoli.
Acest invelisuri pot contine BFDGE rezidual si bisfenol F din NOGE din invelisurile organosolice iar bisfenolul A si BADGE din utilizarea BADGE in invelisuile organosolice si epoxifenolice. Reziduurile ce pot ramane in aceste invelisuri sunt enumerate mai jos si toate pot contamina alimentele:
- BFDGE, BADGE, bisfenol A si bisfenol F.
BADGE si BFDGE sunt supuse hidrolizei si adaosului de hidrogen clorhidric eliberat din organosolul PVC in alimentele lichide iar in urma acestui fapt apar o serie de produsi de reactie. S-a ridicat un semn de intrebare cu privire la acesti produsi. Ei sunt:
- BADGE· HCl, BADGE· 2HCl, BADGE· H2O· HCl, BADGE· H2O
Acesti produsi de descompunere rezulta din grupul epoxi fiind in numar de 2 si apar dupa deschiderea conservei/ recipientului. Legislatia (Directiva 2002- 16/ EC, Feb. 20, 2002 asupra materialelor epoxi pentru alimente) specifica o limita a migratiei de 1 ppm in aliment. Limita reprezinta totalul produsilor de reactie si adaos de BADGE la BFDGE si produsii sai de reactie. In plus, exista o cerinta cu priire la migrarea nedetectabila a NOGE la o limita de detectie de 0.2 mg kg -1 in aliment sau 0.2 mg/ 6 dm2 in conserva. Descompunerea produsului BADGE· 2H2O in aliment este ignorata neavand importanta toxicologica. Totusi trebuie luata in considerare daca testul migratiei e facut pe simulanti alimentari deoarece exista riscul fortarii descompunerii prin intermediul BADGE· 2H2O si al subestimarii celorlalti compusi. Legislatia trebuie revizuita deoarece toxicitatea clorhidrinelor nu a fost inca stabilita.
.Materiale utilizate pentru ambalarea alimentelor
Designul si constructia ambalajului joaca un rol important in determinarea perioadei de garantie a unui produs. Alegerea potrivita a materialelor si tehnologiilor mentine calitatea si prospetimea produsului in timpul distribuirii si depozitarii. Materialele traditionale folosite pentru ambalare includ sticla, metalele (aluminiu, folii si laminate, tinichea si otel fara cositor), hartia, cartoanele si masele plastice. Mai mult, a fost introdusa o gama larga de mase plastice atat in forma rigida cat si in forma flexibila. Ambalajele moderne deseori combina mai multe materiale pentru a exploata functiile sau proprietatile estetice ale fiecaruia. Din moment ce cercetarile pentru imbunatatirea ambalajelor continua, dezvoltarea in acest domeniu poate afecta impactul asupra mediului exterior al ambalajului. Toate aceste materiale pot avea avantaje si dezavantaje .
Selectarea adecvata a acestor materiale trebuie sa se bazeze pe necesitatile functionale si economice ale aplicatiilor specifice. Pentru a optimiza performanta si costurile majoritatea ambalajelor alimentare contin mai mult dintre aceste materiale.
Administratia SUA pentru Medicamente si Alimente (FDA) regularizeaza materialele
pentru ambalaje sub sectiunea
Substante si Cosmetice. Principalul mijloc de regularizare este prin notificarea procesului de
contact cu alimentul ceea ce solicita producatorilor o nota FDA 120 anterioara introducerii pe piata a unei substante alimentare de contact (FCS) destinata utilizarii. FCS este "orice substanta destinata utilizarii precum ca si component al materialelor utilizate in fabricare, impachetare, ambalaje, transport sau depozitare doar daca utilizarea ei nu trebuie sa aiba un efect tehnic asupra alimentelor".
Toate FCS care migreaza in limite in alimente in conditiile pentru care au fost create sunt identificate si regularizate precum aditivi alimentari doar daca in clasificare generala nu sunt recunoscuti precum substante viabile (GRAS).
Metalul
Metalul reprezinta cea ai versatila forma de ambalare. Ofera o combinatie de protectie fizica excelenta impotriva intruziunii si efectelor negative ale O2, umezelii si luminii si proprietati de protectie, potential de modelare si decorativ, posibilitate de reciclare si accept din partea consumatorilor. Cele doua metale care predominante pentru ambalajele alimentare sunt aluminiul (cu magneziu si mangan) si otelul (cu cositor sau crom). Conservele si tavile sunt cele mai comune forme de ambalaje metalice.
Aluminiul. Utilizat pentru conserve, folii si hartie laminata sau ambalaje de plastic, este usor (precum consistenta), argintiu, derivat din minereul de bauxita unde se afla in combinatie cu O2 sub forma de alumina. Magneziul si manganul sunt deseori adaugate aluminiului pentru a-i imbunatati rezistenta. Spre deosebire de multe metale, aluminiul este foarte rezistent in fata multor forme de coroziune; invelisul sau natural de oxid de aluminiu ofera o protectie efectiva in fata efectelor aerului, temperaturii, umiditatii si atacurilor chimice.
In afara faptului ca el confera o excelenta protectie in fata umezelii, aerului, mirosurilor, luminii si microorganismelor, aluminiul are o buna flexibilitate si recul a suprafetei, maleabilitate si potential extraordinar de prelucrare. Este de asemenea un material ideal pentru reciclare deoarece este usor de transformat in noi produse. Aluminiul pur este utilizat pentru ambalajele usoare a bauturilor racoritoare, mancarii pentru animale, fructelor de mare si pentru capacele de filetare. Principalul dezavantaj al aluminiului este costul sau mare in comparatie cu alte metale (otel de exemplu) si inabilitatea sa de a fi sudat fapt care il face folositor doar pentru recipientele mai usoare.
Recipientele de aluminiu
Majoritatea dozelor de bere si de bauturi racoritoare sunt facute din aluminiu. In comparatie cu otelul aluminiul si recipientele facute din el sunt mai usoare, mai rezistente la corodare, mai usor de modelat, mai putin rezistente si mai costisitoare.
Pe scala larga rezistenta structurala redusa a limitat utilizarea aluminiului la imbutelierea bauturilor fara alcool unde recipientul capata suport structural de la presiunea interna a gazului. Totusi rezistenta mica si flexibilitate permit ca recipientele din 2 parti (corpul si capacul) sa fie create mai rapid. Cele 2 parti elimina partile unite sus si la capatul de jos reducand posibilitatea eventualelor scurgeri de lichid.
Popularitatea recipientelor de aluminiu este atribuita si reciclabilitatii lui. Stimularea economica pentru reciclarea aluminiului este ridicata si industria aluminiului a stabilit un sistem de reprocesare si colectare.
Folia de aluminiu. Folia de aluminiu este facuta pin rularea aluminiului pur in folii foarte subtiri urmata de incercarea de obtinere a proprietatilor de impaturire (o cuta facuta in folie va ramane astfel) ceea ce permite impaturirea sa foarte stransa.
Mai mult, folia de aluminiu este disponibila intr-o gama larga de marimi (grosimi), foliile mai subtiri fiind folosite pentru ambalarea alimentelor si cele groase pentru ambalarea tavilor alimentare. Folia de aluminiu (de o grosime intre 0.0003 si 0.0015) este utilizata pentru ambalaje precum pungi si de asemenea si pentru capace.
Folia este de obicei laminata cu unul sau mai multe straturi de plastic sau hartie. Un exemplu este portia de hrana ambalata folosita de catre armata, a carei ambalaj foloseste o structura laminata de tip PET/ adeziv/ aluminiu/ polipropilena incepand de la exterior spre interior. Precum toate ambalajele de aluminiu, foliile ofera o excelenta protectie impotriva umezelii, aerului, mirosurilor, luminii si microorganismelor.
Ramane inert la alimentele acide si nu necesita plasticuri sau alte tipuri de protectie. Desi este usor de reciclat, foliile nu pot fi facute din aluminiul reciclat fara sa apara gauri in ele.
Laminatele si filmele metalizate. Laminarea ambalajelor presupune legarea unei folii de aluminiu de un film de hartie sau plastic pentru a imbunatati proprietatile de protectie. Sabloanele subtiri faciliteaza aplicarea. Desi laminarea plasticelor aduce posibilitatea de sigilare la caldura, sigilarea nu ofera protectie totala impotriva umezelii si aerului. Deoarece aluminiul laminat este destul de scump este utilizat pentru ambalarea alimentelor de valoare precum supele instant, ceaiurile si condimentele.
O alternativa mai ieftina la ambalajele laminate este filmul metalizat. Filmul metalizat consista dintr-un strat foarte subtire de aluminiu (comparabil cu o folie) care este depus prin evaporare pe suprafata unui film de plastic precum poliesterul sau nailonul. Aluminiul imbunatateste protectia impotriva gazelor si luminii precum si aspectul estetic. Totusi, protectia impotriva gazelor oferita de filmul metalizat poate fi usor redusa prin aparitia gaurilor in film in urma manevrarii. Filmul metalizat este utilizat pentru ambalajele de snacksuri si chipsuri de cartofi. Poate fi aplicat si cartonului precum in cazul cutiilor cu sucuri.
Produsul de modificare (susceptorul) este un tip special de film metalizat utilizat pentru ambalajele pentru microunde. Unul tipic este laminatul cu structura PET/ adeziv/ aluminiu/ adeziv/ carton. Aluminiul din laminat este un strat foarte subtire discontinuu format din particule de aluminiu care pot converti energia microundelor in caldura, facand ca temperatura sa se ridice rapid la peste 200o C. temperatura ridicata este importanta in cazul popcornului sau pizza pentru microunde. Totusi temperatura mare ridica probleme in legatura cu siguranta degradarii termice a PET si a migratiei compusilor indezirabili din material in aliment.
Tinicheaua (folia de cositor). Produs din otel cu continut scazut de carbon (adica folie neagra, neprelucrata) tinicheaua este rezultatul invelirii pe ambele parti a acestei folii cu straturi de cositor. Invelirea este realizata prin scufundarea foliilor de otel in cositor topit sau prin electrodepunerea de cositor pe o folie de otel (folie de cositor electrolitica). Desi cositorul ofera otelului o anumita rezistenta la corodare, recipientele din tinichea sunt deseori lacuite pentru a crea o bariera intre metal si aliment. Plasticele folosite de obicei apartin grupurilor epoxifenolice si oleorasinelor precum si vinililor. De exemplu conservele de otel (denumite si conserve de tinichea) sunt facute din otel cu concentratie mica de carbon invelit cu un strat subtire de cositor atat pe interior cat si pe exterior. Tipic, conservele de otel au 3 parti: corpul recipientului, capacul (partea de sus) si partea de jos (fundul recipientului). Corpul mecanic al conservei poate fi imbinat mecanic, legat cu adezivi, sudat sau lipit cu aliaj. Invelisul protejeaza otelul de corodarea prin reactia sa cu apa, O2, acizii si alte chimicale din alimente. Cel mai frecvent suprafata interioara de cositor este de asemenea invelita cu un strat plastic/ lac pentru a preveni reactiile acestuia cu alimentele.
In plus fata de bariera impotriva gazelor, vaporilor de apa, luminii si mirosurilor, tinicheaua poate fi tratata la caldura si inchisa ermetic, fapt ce o face potrivita pentru produsele sterile. Pentru ca este usor de prelucrat si este un bun conductor poate fi folosita si pentru recipiente de diferite forme. Astfel, este utilizata pentru recipientele pentru bauturi, alimente procesate si aerosoli, pentru alimentele praf precum si cele pe baza de zahar sau faina precum si pentru sigilarea ambalajelor. Este un substrat excelent pentru invelisurile moderne de metal si tehnologia litoprintarii permitand decorari grafice extraordinare. Are o greutate relativ mica si marea sa rezistenta mecanica il face usor de transportat si depozitat. In cele din urma este usor de reciclat de mai multe ori fara pierderea calitatilor si cu un cost mai mic decat in cazul aluminiului
Otelul fara cositor. Cunoscut si sub denumirea de crom electrolitic sau otel invelit cu oxid de crom, otelul fara cositor are nevoie de un invelis dintr-un material organic pentru a-i furniza rezistenta la corodare. Desi oxidul de crom face ca el sa nu fie potrivit pentru sudare aceasta proprietate il face excelent pentru adaugarea de invelisuri precum vopsele, plastice si cerneala. Precum tinicheaua, otelul fara cositor este usor de modelat si rezistent, dar este mult mai ieftin decat tinicheaua.
Conserve pentru alimente, capace de conserva, tavi, capace de sticla si sigilii toate pot fi facute din acesta. In plus, poate fi utilizat si pentru containerele mari pentru vanzarea sau depozitarea en gros a ingredientelor sau produselor alimentare finite.
Cutiile metalice sunt confectionate, aproape in exclusivitate, din tabla de otel cositorita sau aluminiu. Datorita slabei sale rezistente, atat din punct de vedere mecanic, cat si din punct de vedere al procesului de coroziune exercitat de produsele cu caracter acid, tabla de aluminiu isi gaseste o utilizare mai redusa decat tabla de otel cositorita.
Tabla cositorita destinata ambalajelor produselor alimentare trebuie sa fie constituita dintr-un otel cu insusiri speciale, atat din punct de vedere al comportarii la prelucrare (laminare, rezistenta mecanica), cat si utilizarii (rezistenta la coroziune). Aceste insusiri sunt determinate, mai ales, de compozitia chimica a otelului folosit.
In mod curent, la fabricarea cutiilor de conserve, la noi in tara se utilizeaza tabla alba cositorita electrolitic, obtinuta prin simpla sau dubla reducere la rece a otelului moale, cu continut scazut de carbon, livrata in foi sau in bobine, conform SR EN 10203/1994.
Folosirea cutiilor si inchiderilor metalice pentru conserve pune problema coroziunii, in mod deosebit pentru tabla alba cositorita, dar si pentru tabla de aluminiu.
2.2.2.1.Tabla cositorita
Tabla cositorita, obtinuta prin acoperirea tablei de otel moale cu staniu pe ambele fete este utilizata pentru confectionarea de ambalaje destinate produselor alimentare lichide si pastoase.
Alegerea tablei de otel pentru realizarea de ambalaje s-a datorat rezistentei mecanice bune, chiar atunci cand este foarte subtire, precum si obtinerii si prelucrarii usoare si in cantitate mare. Coroziunea interna a cutiilor de tabla alba provoaca, inca de la inceput, prin trecerea cositorului sau a fierului in produs, modificarea caracteristicilor organoleptice ale alimentului, compromitand calitatea produsului.
Coroziunea externa se manifesta prin aparitia de puncte de rugina, pe suprafata tablei, inca din momentul sterilizarii, in functie de natura apei, apele acide fiind foarte agresive, si, in general, necesitand tratamente speciale (Turtoi, 2001).
Datorita vulnerabilitatii la coroziune si la atacul unor compusi organici de natura animala sau vegetala, tabla de otel a necesitat acoperirea cu staniu, prin operatia numita "cositorire".
Procedee de cositorire
a) Cositorire la cald;
b) Cositorire electrolitica.
In urma operatiei de cositorire rezulta o structura stratificata, intrucat cositorirea nu este doar o suprapunere a unui strat de staniu peste tabla de otel.
Structura tablei cositorite:
strat de ulei cu grosimea de 0,004 μm;
strat de oxid de staniu cu grosimea de 0,002 μ m;
strat de staniu cu grosimea de 0,3 - 0,7 μm;
strat de aliaj Fe - Sn cu grosimea de 0,08 μm;
strat de tabla de otel cu grosimea de 200 - 250 μm.
Stratul de staniu (3) este cel care asigura protectia fierului contra atacarii sale de catre agentii corozivi. In solutii cu pH<2,5 fierul este mai electronegativ decat staniul, astfel ca staniul este un activator al dizolvarii fierului, deci al corodarii lui. In solutii cu pH>2,5 staniul este mai electronegativ fata de fier, costituind pentru acesta un strat protector impotriva dizolvarii si, deci, a corodarii.
In cutiile de conserve unde se gasesc, in general, acizi organici: acid acetic, citric, lactic, malic, oxalic, pH-ul este mai mare de 2,5 si, deci, staniul revine metal anodic si protejeaza fierul impotriva coroziunii.
2.2.2.2.Tabla de aluminiu
Tabla de aluminiu de grosime 0,22 -
2.2.3. Metode de confectionare a cutiilor metalice
Performantele cerute pentru recipiente
Ambalajele metalice pentru produsele alimentare trebuie sa indeplineasca urmatoarele functii de baza pentru ca produsul sa poata fi livrat consumatorului in conditii de siguranta si integritate:
- sa pastreze si sa protejeze produsul;
- sa reziste actiunilor chimice a produsului;
- sa reziste conditiilor de procesare si manevrare;
- sa reziste conditiilor mediului exterior;
- sa aiba dimensiunile corecte si abilitatea practica de a fi incarcate cu produse similare de la alte surse de furnizare (cand este necesar);
- sa aiba toate proprietatile de garantie afisate la punctul de vanzare;
- sa poata fi desfacute usor si sa permita scoaterea simpla si sigura a produsului;
- sa fie construite din materie bruta reciclabila.
In plus, aceste functii trebuie sa fie satisfacute pana dupa terminarea perioadei de garantie. Majoritatea recipientelor cu alimente si bauturi create pentru depozitare in mediu sunt supuse unui proces de incalzire care prelungeste perioada de garantie a produsului.
Pentru recipientele pentru alimente, acest lucru va prelungi garantia cu 2-3 sau mai multi ani. Ciclurile procesului de incalzire utilizate sunt destul de dure si recipientele trebuie sa aiba un design specific care sa faca fata conditiilor de temperatura si presiune din aceste faze de expunere la o atmosfera cu abur/ apa. In urma acestui proces de incalzire, cand recipientul revine la temperatura mediului va exista o presiune negativa in el, un vacuum. In aceste conditii, produsul insusi nu da nici o rezistenta recipientului in fata unor greutati exterioare.
In cazul recipientelor pentru bauturile fara alcool carbogazose care formeaza multimea de recipiente umplute cu bautura, odata ce sunt inchise, presiunea carbonului continua sa confere un suport fizic important pentru recipiente pana in momentul deschiderii. In cazul lichidelor precum sucurile, bauturile de fructe si vinul, nitrogenul gazos poate fi folosit pentru a conferi presiunea interna necesara mai ales in cazul rigiditatii si compresiunii rezistentei recipientelor cu pereti subtiri de tip DWI.
. Designurile recipientelor
Indiferent de procesul utilizat in producerea lor, formele recipientelor
sunt in functie de cost, performanta fizica si compatibilitate cu produsul ce-l
contin Pentru majoritatea
recipientelor pentru alimente si bauturi costul metalului in sine reprezinta
50-70% din intregul cost al recipientului. Metalul din fiecare recipient, prin
urmare, reprezinta obiectul cel mai scump, iar pretul este legat de grosimea
sa, aria suprafetei si duritate. In designul recipientelor, grosimea metalului
este determinata de necesitatea performantei fizice in manevrarea, procesarea
si depozitarea recipientelor umplute. Aria suprafetei este determinata de
volumul continutului si de forma dorita pentru recipiente. Pentru usurarea
producerii, manevrarii, umplerii si inchiderii majoritatea recipientelor pentru
alimente si bauturi au o sectiune circulara prin ele. Totusi, pentru o
performanta fizica diferita si costuri si utilizari ale produsului,
recipientele variaza de la foarte mici (inaltimea mai mica decat diametrul) la
foarte inalte (inaltimea mai mare decat diametrul). Fig. 2. ilustreaza forme
tipice de recipiente pentru alimente si bauturi.
Pentru majoritatea
recipientelor pentru alimente si bauturi costul metalului in sine reprezinta
50-70% din intregul cost al recipientului. Metalul din fiecare recipient, prin
urmare, reprezinta obiectul cel mai scump, iar pretul este legat de grosimea
sa, aria suprafetei si duritate. In designul recipientelor, grosimea metalului
este determinata de necesitatea performantei fizice in manevrarea, procesarea
si depozitarea recipientelor umplute. Aria suprafetei este determinata de
volumul continutului si de forma dorita pentru recipiente. Pentru usurarea
producerii, manevrarii, umplerii si inchiderii majoritatea recipientelor pentru
alimente si bauturi au o sectiune circulara prin ele. Totusi, pentru o
performanta fizica diferita si costuri si utilizari ale produsului,
recipientele variaza de la foarte mici (inaltimea mai mica decat diametrul) la
foarte inalte (inaltimea mai mare decat diametrul). Fig. 2. ilustreaza forme
tipice de recipiente pentru alimente si bauturi.
Fig. 2. Sectiunea rotunda tipica pentru recipientele pentru alimente si bauturi
Recipientele ce nu au sectiunea de mijloc rotunda sunt tipice pentru carne si peste ce sunt procesate la caldura precum si pentru uleiurile ce nu necesita procesare (Fig. 3).
Fig. 3. Sectiunea tipica alta decat rotunda a recipientelor pentru alimente
Tavile deschise cu sectiuni rotunde sau de alte forme sunt utilizate pentru produsele de patiserie sau sunt prevazute cu capace. Produsele praf precum laptele praf, cafeaua instant, laptele pentru copii sunt ambalate in recipiente circulare cu capace cu maner si sigilii diafragmice.
Sistemele de inchidere pentru recipientele pentru alimente si bauturi sunt din necesitate foarte diferite in modul de operare. Recipientele pentru alimente necesita o deschidere totala sau cel putin virtual totala fata de diametrul intern prin care sa se scoata produsul in timp ce capacul pentru recipientele de bauturi este creat pentru a servi imediatei consumari. In trecut, recipientele alimentare necesitau un instrument special pentru deschiderea capacului/ partii de sus care era plata. Mai recent, un sistem de deschidere usoara totala (FAEO) a fost creat bazat pe designul original utilizat pentru bauturi. Indiferent daca capacele sunt simple sau usor de deschis, tablia din capat a tuturor recipientelor pentru alimente si bauturi este imbinata mecanic ca sa aiba o dubla imbinare capabila sa suporte toate fazele procesului de incalzire. Sigilarea la cald a foliilor capac pe recipientele de metal poate suporta toate fazele procesului de incalzire cu conditia ca presiunea aplicata sa o reduca pe cea exercitata asupra membranei foliei.
Alte sisteme de sigilare utilizate pentru produsele mai putin pretentioase au in capat filete cu panza sau material de sigilare pentru a asigura performanta adecvata.
. Materialele brute utilizate pentru fabricarea conservelor
Aluminiul si otelul sunt utilizate pentru recipientele de metal si constructia capacelor pentru produsele alimentare si bauturi. Ambele sunt materiale relativ ieftine si lipsit de toxicitate avand rezistenta adecvata si fiind extrem de usor de prelucrat chiar si prin cele mai dificile procedee.
Otelul
Otelul este utilizat sub forma de otel cu continut scazut de carbon care este produs initial sub forma de folie neagra neprelucrata. Acesta este apoi invelit cu cositor sau cu cositor fara otel (TFS) pentru producerea recipientelor si capacelor. Foaia de cositor este creata prin invelirea electrolitica a foliei negre cu un strat subtire de cositor. Cositorul inveleste ambele parti ale foliei astfel incat grosimea sa se potriveasca cu cerintele produsului si cele ale mediului exterior. Straturile diferite ale cositorului pot fi aplicate pe fiecare parte a foii metalice. Cositorul, placat suficient confera otelului proprietati de rezistenta la coroziune si este potrivit pentru contactul direct cu mai multe produse incluzand alimente precum fructele albe (piersici, caise, ananas si pere) si anumite produse bazate pe rosii (sos de rosii si mazare/ fasole in sos de rosii). Totusi, pentru majoritatea alimentelor si bauturilor este necesara aplicarea unui invelis organic pe suprafetele interioare ale recipientului din cositor pentru a conferi o protectie intre metal si produsul ambalat. Aceasta bariera actioneaza pentru a preveni reactia chimica dintre produs si recipient si de asemenea pentru a preveni infestarea sau patarea produsului prin contactul direct cu metalul. Suprafata cositorului confera de asemenea posibilitatea trecerii curentului electric in timpul procesului de sudare. Fiind un metal foarte maleabil reactioneaza de asemenea precum lubrifiant solid in timpul procesului de otelire ce are ca rezultat formarea a 2 pereti subtiri pentru recipient.
TFS, denumit si oxid de crom electrolitic invelit cu otel (ECCS) este creat prin invelirea electrolitica a foliei negre cu un strat subtire de oxid de crom. Acesta trebuie apoi invelit cu u material organic pentru a conferi o suprafata rezistenta la corodare. Startul metalic de ECCS reprezinta o baza excelenta pentru lipirea invelisurilor lichide sau laminate pe suprafata. ECCS este de obicei mai ieftin decat foliile d cositor. Totusi avand o suprafata mata, dupa invelirea cu lac, nu va avea suprafata stralucitoare precum folia de cositor. ECCS sub forma standard nu este potrivit pentru sudare fara o inlaturare anterioara a stratului de oxid de crom. Producatorii japonezi de otel au creat invelisuri de cositor fara metal, modificate pentru otel, care permit sudarea acestui material.
Aluminiul
Aluminiul pentru recipientele usoare de metal este folosit intr-o forma relativ pura, cu adaos de mangan si magneziu pentru a-i imbunatati rezistenta. Acest material nu poate fi sudat cu ajutorul sistemelor de creare a recipientelor de metal si poate fi utilizat doar pentru recipientele imbinate (din 2 parti). Suprafata interna a recipientului de aluminiu este intotdeauna invelita cu un lac organic datorita produselor ambalate.
. Reciclarea ambalajelor de metal
Atat materialele de ambalare bazate pe aluminiu cat si cele bazate pe otel sunt imediat retopite de catre producatorii de metal. Rebuturile care apar in urma procesului de fabricare a recipientelor pot fi returnate pentru reciclare prin intermediul unor terti intermediari. Ambalajele deja folosite sunt reciclate dupa separarea automatica de celelalte deseuri si in final returnate producatorilor pentru retopire. Aluminiul si otelul nu isi pierd calitatile prin procesul de retopire si pot fi reutilizate de un numar nelimitat de ori pentru crearea unor ambalaje de prima calitate. Anumite procese de reciclare permit separarea cositorului de catre baza de otel inainte de retopire.
Recipientele pentru alimente sau bautura sunt fabricate fie din 2 parti fie din 3 parti. Recipientele din 3 parti au un corp cilindric rulat dintr-o bucata plata de metal cu o imbinare longitudinala (formata de obicei prin topire) si doua capete a recipientului (de sus si de jos) care sunt imbinate. Procedeul de fabricare a acestor recipiente este foarte flexibil deoarece practic este posibila crearea unor recipiente de orice inaltime si diametru. Acest procedeu se foloseste mai ales in cazul fabricarii unor recipiente cu multiple functionalitati, deoarece este relativ simpla schimbarea echipamentului pentru producerea recipientelor de diferite dimensiuni. Flexibilitatea marimii recipientului permite crearea unor promotii cu extra produs gratuit.
Recipientele din 2 parti sunt facute dintr-un disc metalic care este transformat intr-un cilindru cu un capat integrat pentru a deveni un recipient fara imbinari. Acestui recipient ii este adaugat un alt capat pentru a putea inchide recipientul. Turnarea este operatia reformarii foii de metal fara schimbarea grosimii sale. Turnarea este operatia prin care se reformeaza un recipient din 2 bucati in unul cu diametrul mai mic si prin urmare cu o inaltime mai mare insotita de schimbarea grosimii. Recipientele turnate si returnate sunt denumite si recipiente DRD.
Slefuirea este operatiunea de subtiere a peretilor recipientelor din 2 parti prin trecerea lor printre doua discuri circulare. Procesul de turnare si slefuire a peretilor recipientelor (DWI) este foarte economic mai ales in cazul fabricarii unor recipiente cu inaltimea mai mare ca diametrul si este potrivit realizarii unui numar mare de recipiente cu aceleasi trasaturi.
Recipientele sudate din 3 parti pentru alimente sunt fabricate doar din
otel deoarece aluminiul nu poate fi
sudat prin acest proces special. Spiralele de otel dupa livrarea de la
fabricant sunt taiate in folii de aproximativ 1m2 . Foliile taiate
sunt apoi invelite si printate daca este necesar pentru a proteja si decora
suprafetele. Zonele care vor fi sudate pe recipient sunt lasate fara a fi
invelite sau printate pentru a asigura calitatea sudurii. Invelisurile si tipurile
de cerneala sunt de obicei uscate prin
trecerea foliilor printr-un cuptor termic cu temperaturi intre 150-
Foliile sunt apoi impartite pentru fiecare recipient fiecare parte fiind
rulata sub forma unui cilindru cu ambele capete longitudinale mai mari cu
Acest lucru incalzeste si face materialul destul de flexibil pentru realizarea unei imbinari cu ultrasunete. Daca recipientul are un invelis intern de lac este in general necesara aplicarea unui nou strat deasupra sudurii pentru a-i asigura continuitatea pe intreaga suprafata a recipientului.
Fig. 4.
Principiile de sudare a recipientelor din 3 parti/ piese
Pentru conservele pentru alimente, recipientul trece printr-o masina de flansat unde capatul de sus si cel de jos al acestuia sunt flansate in afara pentru a putea fi unite cu partea de sus si cea de jos (cu capacele). Pentru recipientele de bauturi, marginile de sus si de jos sunt fixate direct pentru reducerea diametrului existent inaintea crearii flansarii.
Asta permite capetelor sa se fixeze chiar daca sunt mai mici in diametru decat recipientul in sine, reducand costurile si spatiul ocupat de catre recipientul imbinat. Atat pentru recipientele pentru alimente cat si cele pentru bauturi unul dintre capete este imbinat mecanic cu fundul recipientului. Acest capat este denumit capatul fabricantului (ME). Cand capacele usor de deschis sunt fixate pe recipiente din 3 parti ele sunt fixate de obicei primele, partea de pe fundul recipientului fiind fixata doar dupa umplerea lui. Aceasta metoda permite ca aceste capace usor de deschis sa treaca prin procesul de testare al recipientului. Partea aplicata de catre ambalator dupa umplerea recipientului este denumita capatul recipientului (CE).
In aceasta faza, recipientele alimentare inalte (raportul dintre inaltime/ diametru este mai mare decat 1.0) trec printr-o masina de bordurare unde corpul peretilor sufera formarea unor margini circumferentiale. Marginile ofera rezistenta suplimentara pentru a preveni implozia recipientului in timpul ciclurilor procesului de incalzire ce va urma. La final toate recipientele trec printr-un tester cu aer comprimat care respinge in mod automat recipientele cu defectiuni. Asta completeaza fabricarea recipientelor goale din 3 parti pentru alimente sau bauturi.
Recipientele din 2 parti turnate o data si cele turnate de mai multe ori DRD
Folia de cositor este pre invelita laminata si printata sau TSF taiata in forma de foaie sau bobina intr-o presa oscilanta care poate dispune de unul sau mai multe instrumente. In dreptul fiecarui instrument ciclul presei taie un disc circular (blank) din metal in timp ce in acelasi punct al presei acest disc este turnat intr-un recipient mic. In timpul procesului de turnare metalul este transformat din metal plat intr-un recipient tridimensional fara a i se schimba grosimea.
Dupa o singur turnare recipientul poate avea deja dimensiunea finala. Totusi prin trecerea acestui recipient printr-un proces similar dar cu ajutorul unui instrument diferit, poate fi retransformat intr-un recipient cu diametrul mai mic si o inaltime mai mare pentru a face un recipient turnat si re turnat/ retransformat (DRD). Acest proces poate fi repetat inca o data pentru a obtine inaltimea maxima pentru recipient. In fiecare dintre aceste faze baza recipientului si grosimea peretilor raman neschimbate fata de proprietatile metalului plat original. Aceste procese sunt ilustrate in Fig. 5.
In urma cestei operatii de turnare urmeaza fixarea, etansarea si bordurarea potrivit scopului si raportului inaltime/ diametru a recipientului (precum la recipiente sudate din 3 parti).
Pentru toate recipientele din 2 parti, gaurile si sparturile recipientelor finite sunt detectate prin intermediul unui test la lampa unui dispozitiv. Acesta masoara lumina ce trece prin peretii recipientului utilizand nivele inalte de iluminare externa. Unul dintre avantajele recipientelor din 2 parti este ca exista un singur capat in loc de 2 ceea ce inseamna ca u punct portant de control al hazardului este eliminat.
Procesul de unica turnare este de asemenea utilizat pentru a face tavi mici tapitate cu aluminiu sau otel pentru o eventuala sigilare la caldura cu un invelis de folie metalica. Corpurile recipientelor sunt construite din metal laminat cu film organic. Procesul de unica turnare este de asemenea utilizat pentru fabricarea tavilor de copt din folie de aluminiu si salte recipiente de acest tip. In acest proces se permite impaturirea aluminiului, cutarea sa deoarece este transformat dintr-o foaie plata intr-un recipient cu o anumita forma.
Recipientele turnate din 2 parti si cele cu pereti slefuiti (DWI)
Recipientele DWI sunt fabricate din tinichea sau aluminiu simplu fara invelis. Totusi, DWI pentru alimentele procesate sunt facute doar din tinichea deoarece peretii subtire ai recipientelor din aluminiu nu sunt destul de rezistenti pentru a face fata ciclurilor procesului de incalzire.
Fig. 6. Formarea recipientelor turnate din doua parti cu pereti slefuiti (DWI)
Pentru acest proces care este descris in Fig. 6, metalul spiralat fiind nedesfacut este acoperit cu un film subtire de lubrifiant sintetic solubil in apa inainte de a fi bagat intr-o presa sub forma de cupa. Aceasta masina taie si toarna mai multe cupe mici la fiecare miscare precum este descris in sectiunea de mai sus intitulata "Recipientele turnate". Cupele sunt apoi transmise masinilor ce creeaza in paralel forma lor transformandu-le in recipiente inalte. Acesta este procesul de turnare si slefuire unde cupele sunt prima data re turnate pana la obtinerea diametrului final si apoi trecute printr-o serie de inele cu suprafete interne de carbit de tungsten care subtiaza (slefuiesc) peretii recipientului in acelasi timp marindu-le inaltimea. In timpul acestui proces corpul recipientului este inundat cu acelasi tip de lubrifiant precum cel utilizat in operatiunea initiala de turnare a cupelor. Pe langa faptul ca insoteste procesul de slefuire, lubrifiantul raceste recipientul si spala orice reziduuri metalice. Nu este aplicata caldura in timpul acestui proces - singura generata fiind cea din prelucrarea la rece a metalului in timpul slefuirii. Dupa formarea corpului recipientului marginea de sus inegala a sa este netezita pentru a lasa o margine dreapta si pentru ca recipientul sa aiba inaltimea adecvata. Corpurile netezite ale recipientelor sunt trecute prin spalarea chimica si apoi uscate. Acest proces inlatura toate urmele de lubrifiant si pregateste suprafetele de metal pentru invelirea interna si externa si pentru decorarea exterioara (doar la recipientele pentru bauturi).
Pentru recipientele de alimente care vor primi in final o eticheta de
hartie, un invelis extern este aplicat prin trecerea lor pe sub o serie de
dusuri de lac care protejeaza suprafata de corodare. Lacul este uscat prin
punerea recipientelor intr-un cuptor incalzit. Dupa aceasta recipient este
trecut printr-o masina de flansare unde partea de sus a recipientului este
flansata in exterior pentru a se putea fixa capacul care va fi pus dupa ce
recipientul va fi umplut cu produsul de ambalat. Recipientul flansat este apoi
trecut printr-o masina de bordurare care va forma margini circumferentiale in
peretele sau pentru a-i conferi o mai mare rezistenta. Dupa ce toate
operatiunile mecanice de formare au fost realizate fiecare recipient este
testat prin expunerea la un dispozitiv cu lumina/ lampa care respinge in mod
automat orice recipient cu gauri sau crapaturi. Interiorul fiecarui recipient este
apoi invelit cu un lac utilizandu-se un sistem de sprayere fara aer. lacul
special este aplicat pentru a proteja recipientul de corodare si a preveni
interactiunea produsului cu metalul. Acest lac este uscat intr-un cuptr termic
la temperaturi de aproape
Pentru recipientele pentru bauturi, recipientele curate sunt invelite in exterior cu un invelis transparent sau pigmentat care formeaza o suprafata buna pentru cernelurile de printare . Invelisul este apoi uscat prin punerea recipientelor intr-un cuptor termic incalzit. Urmatorul pas este reprezentat de o imprimanta/ decorator de mare viteza care aplica designul in jurul peretelui exterior al recipientelor (pana la opt culori) plus un lac.
Un dispozitiv special aplica un strat gros de lac la baza fiecarui
recipient care sa confere protectie aditionala impotriva uzurii din timpul
distribuirii si impotriva corodarii externe mai ales datorita faptului ca
astfel de produse sunt tinute deseori in conditii de frig si umiditate sau in
frigidere. Recipientele trec acum printr-un al II-lea cuptor pentru a e usca
cerneala si lacul. Interiorul fiecarui recipient este invelit cu un lac
folosindu-se un sistem de sprayere fara aer. Lacul special est aplicat pentru a
proteja recipientul de corodare si a impiedica interactiunea produsului
continut cu metalul. Acest lac este in final uscat intr-un cuptor la o
temperatura de
. Procesul de fabricare al capacelor
Capacele pentru dubla imbinare mecanica sunt construite din aluminiu, tinichea sau TFS. Aluminiul si TFS sunt intotdeauna invelite pe ambele parti cu lac organic ori film laminat in timp ce metalul mai este inca in forma de spirala sau folie plata. Pentru tinichea aceste invelisuri sun t optionale depinzand de natura produsului de ambalat si conditiile specifice de mediu exterior.
Baza unui recipient din 3 parti va fi intotdeauna un capat plat (u uso de deschis). Pentru recipientele pentru alimente partea de sus/ varful va fi ori plat (necesitand un instrument de deschidere) ori usor de deschis, cu deschidere totala (FAEO). Recipientele pentru carne rectangulare si solide au un dispozitiv de deschidere cu cheie pentru a detasa atat partea marcata cat si ME. Pentru recipientele de bauturi varful este denumit Stay- on- Tab (SOT) permitand cheitei cat si partii de varf penetrate sa ramana pe recipient. Varful de tip SOT a subclasat traditionalul varf cu inel de deschidere.
Toate capacele pentru recipientele pentru alimentele procesate au un numar de borduri circulare in centrul zonei tablei care confera flexibilitate. Acestea permit tablei sa e miste in afara cand apare presiunea interna in timpul fazelor procesului de incalzire si astfel sa reduca presiunea ce apare in recipient. In timpul procesului de racire flexibilitatea aceasta permite tabliei sa revina la forma initiala.
Capacele pentru recipientele pentru bere si bauturi carbogazoase nu au nevoie de trasatura de mai sus deoarece tensiunea interna a recipientelor este intotdeauna pozitiva. Tipul si grosimea foliei trebuie sa fie potrivite nivelului de carbogazificare a produsului si aplicabila tratamentului de pasteurizare; astfel presiunea interna excesiva poate face capacele sa se distorsioneze.
Capacele pentru recipientele plate pentru alimente si carcasele pentru capacele usor de deschis de la recipientele pentru alimente/ bauturi
Procedeele initiale de creare a capacelor pentru recipientele plate pentru alimente si cele usor de deschis pentru recipientele pentru alimente si bauturi sunt aceleasi. Partea de varf care va fi in final transformata intr-un capac usor de deschis este denumita carcasa.
 Capetele
plate adica carcasele pot fi stantate direct din spirale mari de metal sau din
folii taiate din spirale. Fie din spirala sau folie, metalul este forjat intr-o
presa care produce multiple stantari la fiecare lovitura. Dupa indepartarea din
instrumentul de formare marginile capetelor sunt intoarse usor
Capetele
plate adica carcasele pot fi stantate direct din spirale mari de metal sau din
folii taiate din spirale. Fie din spirala sau folie, metalul este forjat intr-o
presa care produce multiple stantari la fiecare lovitura. Dupa indepartarea din
instrumentul de formare marginile capetelor sunt intoarse usor
pentru a ajuta la operatiunea finala de imbinare a capatului pe flansa recipientului umplut cu produsul. Dupa aceasta usoara indoire, capetele sunt trecute printr-o masina de liniere ce aplica o bordura de compus lichid inauntrul si in exteriorul marginii indoite. Acest proces este descris in Fig. 7.
Fig. 8. Transformarea in capace usor de deschis
Compusul de liniere este un material elastic care in timpul formarii mecanice va curge in spatiile dublei imbinari si astfel va oferi inchidere ermetica.
 Conversia capetelor recipientului in capace usor de deschis
Conversia capetelor recipientului in capace usor de deschis
Principiile utilizate in aceasta conversie sunt aceleasi si pentru recipientele alimentare cu deschidere totala si pentru recipientele pentru bauturi cu deschidere mica.
Operatiile de conversie cuprind stantarea (care taie partial) perimetrului tabliei de deschidere si atasarea unei chei metalice cu care sa se deschida prin tragere tablia. Aceste operatii sunt descrise in Fig.8. Stantarea este necesara pentru a reduce forta necesara deschiderii capacului la un nivel acceptabil.
Cheia de deschidere este facuta dintr-o banda ingusta invelita in aluminiu sau otel care are forma de inel. Banda este de prima data gaurita si taiata si apoi cheia e formata in doua etape inainte de a fi atasata capacului.
Capacele trec printr-o serie de discuri care le stanteaza si formeaza un nit/ loc gol iesit in exterior in centrul capacului. Cheia este plasata deasupra nitului si acesta din urma este deformat pentru a crea o legatura intre cele doua componente. Capacele terminate, gata sa inchida recipientele umplute sunt impachetate in foi de hartie si gata de furnizare.
Invelisurile, filmele laminate si cernelurile
Materialele organice sunt utilizate ca protectie sau invelisuri decorative pentru recipientele de metal sau capace. Acestea pot fi sub forma de invelis lichid aplicat, cerneluri sau filme laminate. Pentru recipientele din 3 parti, recipientele turnate si capace, metalul este invelit si printat atunci cand este in forma plata, de spirala sau folie inainte de formarea recipientelor sau capacelor. Pentru recipientele turnate din 2 parti si cele cu pereti slefuiti toate invelisurile si decoratiile sunt efectuate dupa ce corpul recipientului este format.
Invelirea spiralei sau foliei de metal este facuta intotdeauna prin rulare. Pentru recipiente sudate din 3 parti cu invelis intern de obicei este necesar sa se aplice un invelis in interiorul zonei sudate dupa ce corpul recipientului este format. Acest lucru poate fi facut prin rulare sau cu un spray/ pudra lichida.
Suprafetele interne a recipientelor DWI din parti sunt invelite cu un spray fara aer. Desi invelisurile de lac ofera o anumita protectie, pot exista defecte precum microcanalele, microcrapaturile sau fisurile prin care se pot transfera ioni metalici in produs. Gradul de expunere la metal intr-un recipient DWI lacuit poate fi testat prin masuratori ale conductivitati prin utilizarea unor solutii electrolitice. Pentru recipientele pentru alimente DWI, unde sunt aplicate in mod normal etichete de hartie, suprafata exterioara este invelita cu un lac incolor cand recipientul este format. Recipientele pentru bauturi au un invelis extern optional care este aplicat cu o rola. Aceasta este folosita pentru a sporii decoratiile si din acest motiv de obicei este alba.
Printarea metalica a acestor produse poate fi facuta pe recipientele din folie plata sau circulara. Procedeele utilizate sunt litografia si uscarea. Cernelurile si invelisurile sunt create pentru a fi uscate termic sau cu lampa UV depinzand de structura lor chimica.
Cutiile metalice se confectioneaza prin:
- Ambutisare - se aplica, mai ales, la confectionarea cutiilor din tabla cositorita lacuita a caror inaltime este mai mica sau cel mult egala cu diametrul, indiferent de forma cutiilor si a cutiilor din tabla de aluminiu;
- Sudare(corp)- faltuire(capac) - se aplica la confectionarea cutiilor din tabla cositorita sau tabla cositorita lacuita din 2 sau 3 piese, a caror inaltime este fie mai mica, fie mai mare decat diametrul.
Etapele confectionarii cutiilor de tabla cuprind: debitarea tablei pentru corpul cutiei, sudarea electrica sau cu un aliaj de cositor si plumb, realizarea marginilor rasfrante la capete, pentru capace. Pe o alta linie, in acelasi timp sunt confectionate capacele, prin decupare de catre prese a discurilor, stantarea striurilor concentrice si formarea marginilor circulare de falt, apoi sunt trecute printr-o masina care realizeaza depunerea masei de etansare in faltul circular, urmeaza uscarea acesteia, dupa care capacul ajunge la masina de faltuit unde are loc asamblarea unui capac cu corpul cutiei, urmand ca celalalt capac sa fie montat de catre utilizator ulterior umplerii cu produs.
Pentru a evita contactul dintre produsul ambalat si suprafata stratului de cositor in vederea franarii fenomenului de sulfurare sau a modificarilor de culoare si, in general, pentru a imbunatati prezentarea produselor conservate, suprafata interioara a tablei cositorite este lacuita.
O cutie metalica se noteaza indicand diametrul nominal, inaltimea, felul executiei capacului, protectia interioara si natura lacuirii, protectia exterioara.
STAS-ul 1687/2-82 stabileste dimensiunile cutiilor cilindrice, exclusiv capacele, folosite in industria conservelor de legume, fructe, carne si peste. Conditiile tehnice generale de calitate ale cutiilor sunt stabilite prin STAS 1687/1-81.
Dupa felul protectiei interioare cutiile metalice pot fi:
Ø nelacuite;
Ø lacuite partial, avand corpul nelacuit la exterior, dar lacuit la interior, iar fundul si capacul lacuite;
Ø lacuite complet.
Imbinarea longitudinala a corpului cutiilor faltuite (sudate sau lipite) poate fi protejata suplimentar, la interior, prin aplicarea unei benzi adezive sau prin lacuire.
In afara acestor categorii se mai intalnesc:
Ø cutii revernisate (dupa confectionarea din tabla cositorita lacuita, se aplica la interior un alt strat de lac pe intreaga suprafata);
Ø cutii rectificate (dupa confectionarea din tabla cositorita lacuita, se aplica lacul numai pe faltul longitudinal, unde acesta se distruge, datorita indoirii tablei si temperaturii ridicate din timpul lipirii) (Turtoi, 2001).
2.2.4. Materiale de acoperire utilizate pentru lacuirea tablei
Trebuie sa indeplineasca urmatoarele conditii:
sa nu fie toxice si sa nu modifice gustul produsului ambalat;
sa prezinte rezistenta la actiunea agresiva a produsului ambalat;
sa previna migrarea metalului in produsul ambalat;
sa se aplice usor si sa se usuce rapid;
sa prezinte rezistenta la solicitarile mecanice si termice din timpul confectionarii cutiilor;
sa fie economice si sa aiba aspect atragator.
2.2.4.1. Materiale de acoperire utilizate pentru lacuirea tablei cositorite pot fi naturale sau sintetice. Cele sintetice sunt lacuri pe baza de rasini, care se clasifica, dupa natura chimica in:
a) Rasini fenolice - sunt constituite dintr-o retea foarte densa, care le confera o rezistenta chimica excelenta (sulforezistente) si o impermeabilitate buna, dar nu sunt suple si adera greu;
b) Rasini epoxidice - sunt acidorezistente;
c) Rasini vinilice - au o rezistenta scazuta la sterlizare peste 1000C, dar, datorita supletei deosebite si absentei gustului, sunt folosite pentru protectia cutiilor de bere si bauturi racoritoare;
d) Rasini epoxifenolice - sunt cele mai raspindite, datorita imbinarii avantajelor celor doua constituente:
rezistenta fizica si chimica (la acizi si sulf) mare, suplete;
nu se inmoaie la sterilizare;
se usuca rapid (in 10 min la 200 - 2100C), au aderenta buna;
nu dau produsului gust sau miros strain.
2.2.4.2. Materiale de acoperire utilizate pentru lacuirea tablei de aluminiu cele mai utilizate sunt lacurile sintetice:
a) pe baza de cauciuc clorurat,
b) copolimeri vinilici,
c) polifenoli
d) rasini epoxidice (Turtoi, 2001).
CAPITOLUL 3
PROPRIETATI SI UTILIZAREA LACURILOR
IN INDUSTRIA CONSERVELOR
Lacurile sunt solutii coloidale ale unei substante filmogene (rasina, ulei sicativ) intr-un solvent sau intr-un amestec de solventi. Substante filmogene se mai numesc si lianti.
Dupa evaporarea solventului, substanta filmogena formeaza o pelicula solida si aderenta care are numeroase calitati, acestea find in concordanta cu utilizarea careia ii este destinata. Pentru acoperirile interioare la ambalaje si utilaje, aceste calitati sunt:
de ordin fizic si mecanic: flexibilitate, aderenta, duritate;
de ordin fizico-chimic: impermeabilitate;
de ordin chimic: rezistenta la substante corozive, absenta gustului si substantelor odorante transmisibile produselor ambalate, absenta toxicitatii.
In afara de acestea lacurile trebuie sa fie suficient de volatile si sa aiba o viscozitate potrivita.
Natura lacurilor pentru protectia interioara poate fi acidorezistenta sau sulforezistenta, in functie de actiunea agresiva a constituentilor produsului ambalat (Popa si altii, 1998).
Lacurile de interior se pot pigmenta din considerente estetice (aspectul alb cu specific sanitar) sau sa mascheze efectul patarii suprafetei metalului, datorate sulfului din anumite produse din carne sau legume, generat in tipul sterilizarii conservei. Pigmentarea este obtinuta prin incorporarea unor pulberi fine de aluminiu, dispersate in rasina (cu rol de bariera si cu efect de mascare) sau prin incorporarea unor oxizi: bioxid de titan in rasini epoxi- anhydride, oxid de zinc sau carbonat de zinc, care absorb compusii cu sulf, prevenind astfel mirosul neplacut, care poate apare la prima deschidere a conservei, precum si patarea suprafetei de metal de sub filmul de lac. Lacurile care se pot stabiliza prin pigmentare sunt pe baza de rasini: epoxi, epoxi-anhidride, organosol, poliester/ poliester modificat (MPMA, raport Protective and Decorative Coatings).
3.1. Influenta naturii chimice asupra proprietatilor si utilizarii lacurilor
Se prezinta, astfel:
A. Lacuri oleo-rasinoase pe baza de rasini naturale
- proprietati: - sunt constituite din gume vegetale naturale si uleiuri sicative, avand ca diluant spirt (solvent nafta);
- filmul rezultat este suficient de flexibil, astfel ca nu mai este necesar adaosul de plastifianti.
- utilizari: - acoperire interioara fara gust si miros pentru cutiile metalice folosite in industria conservelor.
B. Lacuri pe baza de rasini termoplastice:
proprietati: - dupa evaporarea solventului, dau filme lipsite de flexibilitate, cu toata prezenta macromoleculelor sub forma de lanturi liniare lungi;
anumite rasini (acetali si butirali polivinilici, copolimeri pe baza de clorura de viniliden) dau un film suficient de flexibil fara adaos de plastifianti;
o flexibilitate marita a acestor filme se poate obtine prin adaugarea de plastifianti, care se infiltreaza in reteaua lanturilor macromoleculare, micsorand intensitatea de atractie dintre ele.
B.1. Lacuri pe baza de rasini vinilice:
- policlorura de vinil
proprietati: - solubilitate slaba in solventi, stabilitate la caldura si la radiatiile vizibile si ultraviolete;
utilizari: - sub forma de latex (solutie apoasa) sau pasta (suspensie stabila intr-un plastifiant);
- ca material de acoperire impermeabil pentru capsule coroana (masa de etansare).
Sistemele pe baza de PVC sunt termoplaste (nereticulate) dispersate in lacuri.
Cu o flexibilitate foarte buna si rezistenta la ambalare, sistemele sunt adesea folosite deasupra, in cele mai bune acoperiri epoxi-fenolice, ca baza, in cutiile ambutisate (Popa si altii, 1998).
Deoarece PVC-ul se poate degrada termic pe parcursul incalzirii generand acid clorhidric (HCl), substantele sau rasinile cu grupe functionale epoxi sau oxiranice sunt, adesea, adaugate drept captatori de HCl (CEPE, 2003).
PVC-ul si unele acoperiri pe baza de PVC continand si grupari epoxidice sunt considerate variante de acoperiri pentru conserve, fara bis-fenol A (BPA) (Moeller si altii, 2004).
- policloracetat de vinil
proprietati: solubil intr-un mare numar de solventi: acetat de etil, metil-etilcetona, metil-izobutilcetona, acetona, dicloretan, dioxan, diclormetan, clorbenzen, cloroform, acetat de butil, ciclohexan;
utilizari: material de acoperire pentru metale (tabla pentru cutii de conserve).
B.2. Lacuri pe baza de clorcauciuc:
- proprietati: cand este necesar ca pelicula sa fie flexibila se adauga lacului plastifianti ca: tricrezilfosfat, diversi ftalati (ftalat de butil), ulei de lemn de China, clordifenil, pelicula plastifiata are o aderenta foarte buna la metale;
- utilizari: pentru acoperirile interioare ale tablei de aluminiu (Popa si altii, 1998).
C. Lacuri pe baza de rasini semitermoplaste si termorigide
C.1. Lacuri pe baza de rasini epoxidice
- proprietati: - buna aderenta la suprafete metalice (aluminiu, tabla de fier, tabla cositorita);
- rezistenta chimica ridicata la apa, vapori de apa, solutii saline, baze, acizi organici si anorganici;
- flexibilitate mare (permite plierea si ambutisarea);
- insolubile in uleiuri si grasimi animale si vegetale si in solventi organici film transparent si incolor;
- utilizari: - pelicule protectoare (de acoperire) in contact cu produsele alimentare, in special la ambalaje metalice (cutii de conserve) (Popa si altii, 1998).
Acoperirile epoxidice termorigide, au la baza rasini epoxidice cu masa moleculara mare si prezinta rezistenta la alimente si bauturi inalt corozive (Glud & Marstrand, 2003). Ele sunt caracterizate prin molecule care contin mai multe grupe epoxi. Materialul polimeric termorigid nu poate fi topit sau dizolvat in solventi. Filmul final, uscat, se obtine prin reticularea/intarirea unei rasini epoxidice (pre-polimer) in cutie sau pe foaia de tabla, inaintea confectiei cutiei (Glud & Marstrand, 2003; CEPE, 2003). In cursul procesului de reticulare, moleculele rasinii epoxidice se leaga prin compusii de reticulare, care stabilesc ei insisi legaturi covalente intre grupele epoxi si hidroxil, ceea ce confera rezistenta chimica lacului.
Cea mai comuna rasina epoxidica utilizata in acoperirile organice contine bis-fenolul A, component majoritar. Pre-polimeri de tipul Bisfenol A glicil eter se obtin din Bisfenol A si epiclorhidrina (Moeller si altii, 2004).
PROCESUL SI STRUCTURA RASINII DE TIP BISFENOL A DIGLICIDIL ETER
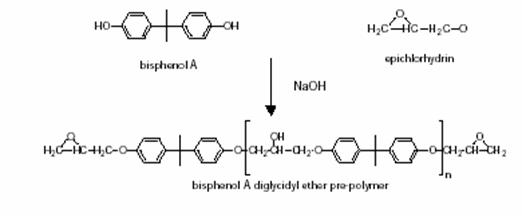
RETICULARE:
Agent de reticulare
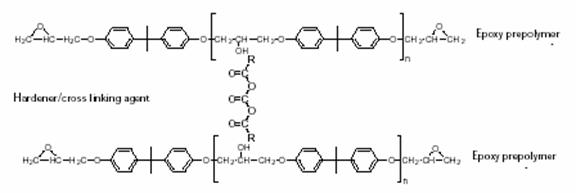
POLIMER FINAL :
![]()
![]()
![]()
![]()
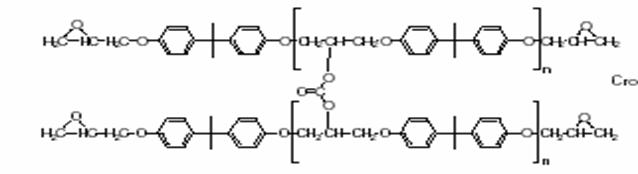
Pentru cele mai multe cazuri n= 0,2 - 13 (valoare medie) si in cazul acoperirilor pentru conserve, se utilizeaza prepolimerii cu n= 2 - 30 (in suprafete de acoperire). In acord cu evaluarea riscului in UE, la acoperirile pentru conserve sunt utilizate rasinile epoxi cu masa moleculara mare. Daca n este egal cu 0 sau 1 produsul este un lichid vascos, in timp ce daca n > 1 produsul este un solid fragil (Polycondensation, 2003). Rasinile epoxidice cu masa moleculara scazuta sunt lichide, in timp ce rasinile cu masa moleculara mare sunt solide la temperatura camerei (Ullmann, 2002).
Circa 90% din lacurile de interior (in contact cu alimentele), sunt bazate pe rasini BPA-epoxidice (CEPE, 2003).
La acoperirile pentru conserve si pentru alte utilizari, pentru care se cere un prepolimer cu masa moleculara mare, lantul scurt al rasinii bisfenol A diglicidileter - epoxidica este extins cu cantitati suplimentare de bisfenol A, printr-un proces avansat de polimerizare (EU, 2002; Polycondensation, 2003). Rasina epoxidica utilizata in cea mai mare masura la acoperirile pentru conserve se bazeaza pe bisfenol A diglicidileter (BADGE), acesta fiind un intermediar pentru obtinerea tuturor rasinilor epoxidice lichide pe baza de bisfenol/epiclorhidrina (SPI, 2003). Adaosul de BADGE liber (rezidual) in rasina este dependent de mai multi factori, intre care, pe primul loc, este masa moleculara.
Compusi de reticulare de tipul aminelor (etilendiamine, dietilentriamine, trietilentetramine) si amidelor sunt utilizate pentru acoperiri utilizate in regim greu (tancuri de depozitare, tevi etc.) si, in mod normal, nu sunt utilizate la acoperirile pentru conserve (CEPE, 2003).
In cazul acoperirilor pentru conserve se folosesc, pentru reticulare, compusi capabili sa formeze punti intre gruparile hidroxil ale prepolimerilor. Acesti compusi sunt rasini fenol-formaldehidice, rasini melamin-formaldehidice, rasini ureo-formaldehidice si polisocianati (numai in acoperirile exterioare). Se utilizeaza temperaturi de reticulare inalte.
Daca se utilizeaza ca prepolimeri, rasini epoxidice cu masa moleculara mare, gruparile hidroxil devin la fel de importante sau chiar mai importante decat gruparile epoxi, pentru realizarea reticularii si, de aceea, sunt necesari agenti de reticulare capabili sa formeze punti intre gruparile hidroxil.
Lacurile epoxi-fenolice, bazate pe BPA (bisfenol A), numite adesea lacuri fenolice GOLD, datorita culorii lor caracteristice galben-aurii, sunt utilizate pentru majoritatea aplicatiilor care include alimente foarte corozive ca : fructe, legume, produse din carne etc.
In timp ce adeziunea lacurilor epoxi-fenolice este buna pentru toate materialele, lacurile poliesterice prezinta proprietati de adeziune diferite, in functie de tipul substratului (tabla alba cositorita sau aluminiu) (Moeller si altii, 2004).
C.2. Lacuri pe baza de rasini epoxidice modificate:
- rasini epoxi - anhidride
Acoperirile epoxi-anhidride sunt rasini epoxidice cu masa moleculara mare, reticulate cu anhidride ca agenti de intarire. Acestea sunt sisteme termorigide, carora li se adauga, in mod normal, ca pigment, bioxid de titan. Cu o buna flexibilitate si o foarte buna rezistenta la ambalare, acoperirile BPA-epoxi-anhidride sunt folosite, de exemplu, ca lac alb de interior, pentru conservele ambutisate care contin porumb (CEPE, 2003).
- rasini epoxi- aminice si epoxi- amino-acrilice
- proprietati: dau pelicule protectoare cu o buna rezistenta chimica la apa, acizi, baze, solventi
Acestea sunt rasini epoxidice cu masa moleculara mare, reticulate cu rasini aminice.
Avand o flexibilitate buna, dar cu o rezistenta la ambalare limitata, lacurile continand rasini epoxi-BPA sunt utilizate pentru ambalajele de bere si bauturi (CEPE, 2003).
C.3. Variante de lacuri pentru conserve, fara BPA
In prezent sunt disponibile pe piata, doar cateva variante de lacuri fara BPA si aceste variante se limiteaza numai la produse specifice. Acoperirile epoxi fara BPA sunt rasini epoxi-novolac si rasini epoxi-cicloalifatice.
- rasini fenolice
Sunt produsi de reactie ai fenolilor cu o aldehida, uzual formaldehida (HCHO), in solutie acida (acoperiri de suprafata). Fenolii utilizati comercial sunt: fenol, bisfenoli, crezoli, xilenoli, p-t-butilfenol, p-fenilfenol si rezorcina (SPI, 2002A).
Esterii rasinilor epoxi sunt produsi ai reactiei dintre rasinile epoxi si acizi grasi
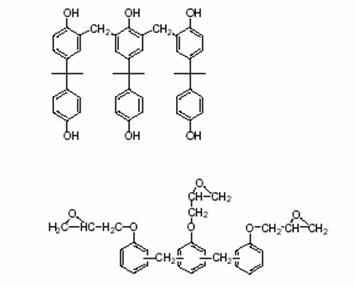
- rasini poliesterice
Rasinile poliesterice sunt utilizate pentru acoperirile interioare ale conservelor (Ullmann, 2002). Sistemele poliesterice se bazeaza atat pe poliesteri termoplastici cu masa moleculara mare, cat si pe poliesteri termorigizi cu masa moleculara mica. Poliesterii gata de utilizare la acoperirile pentru conserve sunt furnizati producatorilor de conserve ca pulberi sau lichide (CEPE, 2003).
Lacurile poliesterice, in general, sunt mai scumpe, comparativ cu lacurile epoxi, utilizarea lor fiind limitata mai mult la conserve, la care sunt necesare proprietatile lor, cum ar fi inalta flexibilitate in conservele ambutisate. Legaturile poliesterice au tendinta de a hidroliza, ceea ce are ca efect pierderea rezistentei si a performantelor, pana la perforarea conservei, acesta fiind cel mai rau caz. In urma hidrolizei pot rezulta acizi polivalenti, polioli (exemplu etilenglicol) si oligoesteri ciclici. Lacurile poliesterice sunt utilizate numai pentru alimente necorozive, cum ar fi carnea si pateul de ficat etc., in care continutul de grasime protejeaza ambalajul impotriva ingredientelor agresive din aliment (Glud & Marstrand, 2003). Rezistenta ambalajelor (shelf-life) cu lacuri bazate pe poliester este adesea mai mica comparativ cu lacurile epoxi-fenolice. Avand in vedere riscurile, pe care acestea le ridica, pentru integritatea ambalajului, se cer teste extensive, in scopul stabilirii duratei de garantie a ambalajului, adecvata diferitelor tipuri de alimente conservate.
Rasinile epoxi-BPA pot fi, de
asemenea, folosite pentru cresterea performantelor acoperirilor poliesterice de
interior (
In 2002, in EU, aprox. 90% din totalul de lacuri utilizate au fost pe baza de rasini epoxi (incluzand PVC-ul, care contine frecvent epoxi sau specii de oxirani), in timp ce lacurile pe baza de poliester este numai una din alternative, care de asemenea, include PVC-ul (ne-epoxi, ne-oxiranic) si in masura mai mica, rasinile acrilonitrilice .
Ca lacuri de exterior (fara contact cu alimentele), rasinile epoxi pot sau nu pot fi utilizate. In mai multe cazuri mici cantitati de rasina epoxi pot fi prezente chiar pentru rasinile acrilice si poliesterice, in scopul cresterii performantelor.
Acoperiri pe baza de rasini epoxi sunt utilizate ca lacuri de interior pentru capace de sticle, capace pentru containere de sticla etc. Se estimeaza ca toate sistemele de inchidere pentru borcanele de sticla si cele mai multe imbinari sudate contin cel putin un sistem de acoperire pe baza de epoxi (CEPE, 2003).
Pe baza experientei firmei Pelliconi si a cooperarii ei cu alti furnizori de lacuri, se poate spune ca nu exista, curent, altenative pentru lacurile pe baza de rasini epoxi, pentru capace
(Moeller si altii, 2004).
Perspective pentru alternative de lacuri, fara BPA
Atat de binecunoscutul Bisfenol A
(BPA) continut in rasini epoxi, de exemplu in acoperiri pe baza de BADGE, a
fost utilizat de industria lacurilor pentru conserve de peste 40 ani (SPI,
2002B). Datorita focalizarii pe Bisfenol A, reducerea eliberarii de monomeri
fara Bisfenol A din acoperiri epoxi si dezvoltarea unor alternative de lacuri
fara Bisfenol A au progresat in ultimii 5 ani (Glud & Marstrand, 2003;
CEPE, 2003). De 5 ani, industria se lupta pentru o dezvoltare continua a
alternativelor pentru acoperirile pentru conserve, incercand sa reduca migrarea
BPA, ca si a altor migranti (Glud & Marstrand, 2003; CEPE, 2003). Inainte
au existat anumiti produsi de acoperire cu monomeri BPA adaugati ca
plastifianti, dar in zilele noastre se utilizeaza asa-numite "Clean Epoxy
Technology", procese in care polimerizarea este completa, in scopul reducerii
la minim a continutului monomerilor fara BPA (Grace, 2003). Pe baza
masuratorilor migrarii BPA din rasini epoxi in alimente, concentratiile de BPA
din aplicatiile in contact cu alimentele s-au determinat la
cca. 100 µg/zi din alimente coservate (EU, 2003).
Acoperirile pe baza de poliester au fost dezvoltate in 1987, in scopul de a inlocui PVC-organosolii si au fost considerate, mai tarziu, ca alternative pentru acoperirile pe baza BADGE si pentru acoperirile continand BPA (CEPE, 2003).
In ultimii ani, industria lacurilor
pentru conserve a intensificat dezvoltarea unor alternative fara BPA.
Dezvoltarea a noi sisteme de acoperire vizeaza circa 10 ani pentru testarea si
evaluarea proprietatilor de comercializare cu succes, incluzand testarea
ambalajelor, care poate dura pana la
5 ani (Moeller si altii, 2004).
3.2.Alegerea tipului de lac
Proprietatile
lacurilor influenteaza alegerea si utilizarea acestora in industria
conservelor.
Ca o consecinta a cerintelor de rezistenta la temperatura si coroziune,
durabilitate si cost, producatorii de ambalaje pentru conserve selecteaza
lacuri capabile sa reziste celor mai severe conditii, de exemplu lacurile epoxi
(Moeller si altii, 2004).
Alegerea tipului de lac se face in functie de agresivitatea produsului ambalat si se realizeaza in modul urmator:
Ø Pentru produse putin agresive, care pot sta in contact cu staniul se folosesc cutii nelacuite, lacuite partial sau complet. Din aceasta categorie de produse fac parte: fructe, sucuri, gem si dulceata, din fructe putin acide si lipsite de pigmenti antocianici (caise, pere, mere, gutui, cirese albe, piersici albe), tomate, ciuperci, fasole verde, spanac, produse sulfuroase, la care eliberarea sulfului este limitata datorita unui pH acid.
Pentru produsele sensibile la actiunea staniului se folosesc numai cutii complet lacuite.
Ø Pentru produse acide agresive, care pot sta in contact cu staniul, se folosesc cutii nelacuite sau partial lacuite. In aceasta categorie intra fructele si sucurile de fructe acide, dar lipsite de pigmenti antocianici (struguri albi), produsele devenite agresive in urma procesului tehnologic aplicat (marinata de peste). Pentru produsele sensibile la actiunea staniului se folosesc numai cutii revernisate si rectificate. In aceasta categorie intra fructele cu pigmenti antocianici albastrii si rosii (cirese, capsuni, coacaze), legume cu pigmenti (sfecla rosie, varza rosie).
Ø Pentru produsele care elibereaza hidrogen sulfurat se folosesc cutii revernisate. In acesta categorie de produse intra: mazarea verde, fasolea alba, varza, pestele in ulei, carnea in suc propiu, pateurile, crustaceele, pestele de mare (Turtoi, 2001).
3.3. Aspecte ale migrarii de componenti din lacurile de protectie pentru conserve
Dintre toate tipurile de acoperiri, lacurile epoxifenolice sunt cele mai importante, fiind universal utilizate atat in corpurile, cat si in capacele pentru cutiile in doua si trei piese, desi se folosesc mai mult in cutiile ambutisate.
La temperatura inalta (sterilizare) rasina se poate descompune si, ca rezultat, migrarea bisfenolilor din ambalaj in aliment poate fi mai rapida si mai intensa. O situatie similara poate fi intalnita, de exemplu, in cazul unei instabilitati termice a lacurilor pentru conserve. In ceea ce priveste toxicitatea se poate spune ca: BPA prezinta activitate estrogenica, iar BADGE a fost clasificat ca un compus cancerigen si mutagenic (Jordakova si altii, 2003).
Testele de migrare din ambalaje alimentare sunt uzual realizate cu simulanti alimentari.
Simulantii au fost alesi ca modele ale categoriilor de alimente de baza (medii apoase, acide, alcoolice si grasimi).
Restrictiile legislatiei UE pentru materialele de ambalare a alimentelor, in cele mai multe cazuri, sunt exprimate ca: - LMS = limita de migrare specifica in alimente sau simulant alimentar;
- CM = cantitatea maxima permisa de substanta "reziduu" in obiect sau materialul de ambalare;
- CMA = cantitatea maxima permisa de substanta "reziduu" in materialul sau obiectul finit, exprimata ca mg per 6 dm2 de suprafata in contact cu alimental;
- LMS (T), CM (T), CMA (T) = au semnificatia de mai sus, cu precizarea ca sunt exprimate ca total de grupari sau substanta/substante indicata/indicate.
Legislatia europeana restrictioneaza BADGE la CM = 1mg/kg (in produs finit) si LMS (in aliment sau stimulant alimentar) nedetectabila (limita de detectie = 0,02 mg/kg, incluzand toleranta analitica) (UE, 1990). Aceasta conduce la necesitatea stabilirii unor metode analitice sensibile, pentru determinarea monomerului in simulanti aposi si in simulanti de grasimi (Paseiro Losada si altii, 1997).
Tipul de simulant de grasimi este controversat, fiind propusi: iso-octanul si uleiul de floarea soarelui in locul uleiului de masline. Dupa unii autori, utilizarea simulantilor alternativi este preferabila atunci cand acestia reprezinta un avantaj analitic (Baner si altii, 1992).
Workshop-ul CANCO (21-23 ianuarie, 2002), sponsorizat de EC-DG Research, la care au participat 16 tari europene si SUA, a avut ca obiectiv identificarea cerintelor de cercetare, pentru gasirea celor mai bune cai, pentru a asigura ca migrarea componentilor lacurilor din interiorul conservelor in alimentul ambalat, nu pune in pericol sanatatea consumatorilor. Astfel, s-a subliniat ca evaluarea riscului, nu trebuie sa se bazeze numai pe listele pozitive si pe presupunerile curente pentru evaluarea securitatii materialelor plastice, in acest caz, identificarea si/sau expunerea la migranti generati in timpul lacuirii si intaririi sau in timpul procesarii trebuie luate in consideratie.
Piata globala a lacurilor si vopselelor devine tot mai specializata si tot mai competitiva. Un numar mic de producatori controleaza mai mult de jumatate din piata Europeana. Specializarea in aceasta industrie cere investitii enorme: teme de cercetare, asistenta tehnica pentru consumatorii industriali, consumatori si mediu inconjurator (Raport EUREKA Proiect E12603-CANBA).
Proiectul E!2603-CANBA in curs de finalizare (data finala 01.01.2005) a reunit ca participanti institute de cercetare: Packforsk - Suedia, Cobro -Polish Packaging R&D Centre, companii industriale producatoare de lacuri si ambalaje din Suedia si Polonia. Analize efectuate in aceste institute, in ultimii ani, au aratat prezenta compusilor cu BADGE in alimentele conservate (Stfi-Packforsk si Cobro sunt printre cele cateva laboratoare capabile a realiza teste comparative pentru acoperiri si lacuri de protectie pentru foile de metal).
Desi prezenta compusilor BADGE nelegati a fost mai mica decat limita de 1mg/kg specificata in Directiva 2002/16/CEE ceruta de UE, proiectul va actiona pentru a se obtine un inalt nivel al sigurantei si protectiei consumatorului.
Proiectul si-a propus sa investigeze daca si cum influenteaza variatiile parametrilor definind "production window" (timp/ temperatura) asupra migrarii urmatorilor produsi:
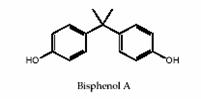
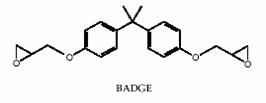
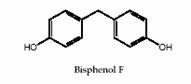
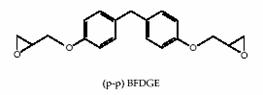
produsii lor de hidroliza, NOGE (novolac-diglicidil-eter) si alti produsi chimici, aceste substante fiind componente ale lacurilor de acoperire din ambalaje metalice.
Toate acoperirile studiate in proiect au fost in conformitate cu cerintele Directivei 2002/16/CEE. De asemenea, o metoda moderna de masurare a fost aplicata in proiect. Aceasta s-a dezvoltat prin European Standardization Organisation (CEN/TC194/SC/WG8) si va deveni un standard European (Raport EUREKA Proiect E!2603-CANBA).
Comisia Europeana incurajeaza, in mod curent, dezvoltarea unei noi rezolutii referitoare la acoperiri in cadrul Consiliului Europei (dezvoltata ca rezolutia AP(96)5). In realitate, serviciile Comisiei declara ca ea va utiliza Rezolutia Consiliului Europei ca un document de referinta pentru proiectul Directivei referitoare la acoperiri. Activitatea in cadrul Consiliului Europei se desfasoara in present, intr-un grup special constituit, implicand industria si reprezentanti nationali. Acesta va lua in considerare urmatoarele informatii stiintifice disponibile, pentru care exista, deja, un punct de vedere comun (CANCO Workshop, 2002):
Pentru ca substantele chimice cu o masa moleculara de peste 1000 Da sunt, in mod uzual, prost absorbite in tractul gastro-intestinal, numai migrantii cu o masa moleculara sub 1000 Da raman ca avand un potential toxicologic ingrijorator;
43% dintre materiile prime utilizate curent in obtinerea acoperirilor, care intra in contact cu alimentele, in timp ce au fost aprobate de cel putin o autoritate nationala, nu au fost evaluate in raport cu protocoalele SCF si nu sunt listate in tabelul sinoptic;
Daca exista implementata o directiva bazata pe o lista pozitiva, oligomerii si produsii de reactie este necesar sa fie listati, alaturi de materiile prime cunoscute;
Substantele chimice pentru acoperiri pot fi clasificate in tipuri de baza. Acestea pot usura munca in cazul aparitiei unei "paduri de picuri" in cromatografie;
In prezent nu sunt disponibile variante pentru acoperiri de inalta performanta, care sa inlocuiasca, de exemplu, acoperirile epoxidice. Aplicarea de noi descoperiri ar putea lua multi ani;
In prezent, laboratoare independente certifica conformitatea compozitiilor cu diferite directive. Aceasta este posibil sub indrumarea unui organism official, cum ar fi Autoritatea Europeana pentru Siguranta Alimentara;
Aprecierea riscului trebuie facuta in conditiile reale de expunere ale bunurilor de consum. Cateva date disponibile sugereaza ca prezumtiile actuale ale EU (6 dm2 de material de contact cu alimentele consumate zilnic) sunt exagerate in cazul acoperirilor pentru cutiile de conserve. Aceste date au fost imbunatatite pentru acoperiri si, probabil, pentru toate materialele care vin in contact cu alimentele (CANCO Workshop, 2002).
PERIOADA DE GARANTIE A ALIMENTELOR DIN RECIPIENTELE METALICE
Ambalarea in recipiente a alimentelor pastrate la caldura este o metoda de pastrare care se bazeaza pe sigilarea ermetica a alimentelor intr-un recipient metalic sau se bazeaza pe sterilizarea sau pasteurizarea alimentelor prin tratamentul la caldura. Nu sunt necesari conservanti pentru prevenirea infestarii alimentelor cu microorganisme. Totusi, mai pot avea loc unele reactii chimice lente in interiorul recipientului incluzand scaderea intensitatii culorii, aromei si componentilor naturali ai alimentelor. In plus, alimentul interactioneaza cu recipientul.
Garantia alimentelor din recipiente este determinata de factori variati dar toti sunt relationati cu reactiile de deteriorare ce apar sub o forma sau alta, cu cele aparute in timpul fabricarii sau a activitatilor de procesare ori cu cele aparute in timpul depozitarii. Pentru a intelege mai bine aceste procese trebuie definita mai exact perioada de garantie. Perioada de garantie poate fi definita in doua modalitati: durabilitatea minima si perioada de garantie tehnica.
- durabilitatea minima este definita ca perioada de timp in conditii normale de depozitare, in care produsul va putea fi distribuit pe piata si isi va mentine calitatile spe4cifice asupra carora au fost facute anumite specificatii. Totusi, dupa acest punct alimentul poate fi inca bun de consumat.
- perioada de garantie tehnica este definita ca perioada de timp in conditii normale de depozitare dupa care produsul nu mai poate fi consumat.
De exemplu:
- Un recipient cu fructe este vandut cu precizarea ca, contine 10mg/ 100g vitamina C. la fabricare produsul contine mai mult de 10mg/ 100g dar dupa 8 luni de depozitare continutul de vitamina C este redus la doar 7.5 mg/ 100g. prin urmare durabilitatea minima a fost depasita dar aceasta pierdere de vitamina C nu impiedica produsul a fi viabil pentru consumare. Deci perioada de garantie tehnica nu a fost depasita.
- Un al II-lea produs are dupa 2 ani 250mgkg-1 cositor. Acest nivel este peste limita legala din UK de 200mgkg-1 astfel incat perioada de garantie tehnica a fost depasita.
Trei factori afecteaza perioada de garantie a alimentelor din recipientele metalice si sunt implicati in reactiile de deteriorare:
- calitatea senzoriala a alimentelor, incluzand culoare, aroma, textura;
- stabilitatea nutritionala;
- interactiunile cu recipientul.
Primele doua nu sunt tratate in aceasta lucrare, restul din ea concentrandu-se asupra interactiunilor recipientelor, atat cu continutul cat si cu mediul exterior.
Interactiunile dintre recipient si continut
Toate alimentele interactioneaza cu suprafata interna a ambalajului in care sunt impachetate. Cea mai obisnuita forma a acestei interactiuni este corodarea. In recipientele plate de tinichea aceasta ia forma corodarii prin gravare sau punctiforma si poate aparea si o patare a suprafetei. Totusi dupa cum a fost descris mai sus in lucrare lacul intern va reduce acest efect creand o bariera intre aliment si peretii recipientului metalic. Asta permite si utilizarea unor alte tipuri de recipiente metalice (din otel fara tinichea sau din aluminiu) care altfel s-ar coroda extrem de rapid.
In forma ne lacuita doar tinicheaua este rezistenta la corodarea provocata de catre acizii existenti in alimente; toate celelalte metale trebuiesc lacuite. Chiar si tinicheaua trebuie lacuita daca alimente cu componente extrem de corozive sunt ambalate, precum sosul de rosii, sau unde exista riscul corodarii punctiforme sau patarii suprafetei (produsele din carne).
Rolul cositorului
Recipientele de alimente conventionale sunt compuse ca baza din otel cu un strat subtire de cositor aplicat pe suprafetele interne si externe. Invelisul de cositor este un component esential care joaca un rol important in determinarea perioadei de garantei. Cel mai important aspect al rolului invelisului de cositor este ca protejeaza placa de otel plata ce este structura componenta a recipientului. Fara un invelis de cositor, metalul expus ar fi atacat de catre aliment si asta ar cauza aparitia unor mirosuri si decolorari a alimentelor din recipiente; in cazurile extreme metalul poate fi perforat si recipientul poate sa-si piarda integritatea. Al doilea rol al cositorului este ca confera un mediu chimic redus, oxigenul existent in timpul sigilarii in recipient fiind rapid dizolvat de catre cositor.
 Acest
lucru minimalizeaza oxidarea produsului si previne pierderea culorii si aromei
in cazul anumitor alimente. Aceste aspecte pozitive ale cositorului il fac
potrivit pentru tipuri particulare de produse ambalate in recipiente de
tinichea fara lacuire. Mai multe incercari de obtinere al aceluiasi efect de
pastrare a calitatii au fost facute (introducerea tinichelei in lac si
adaugarea sarurilor de cositor permise) dar nici una nu a fost la fel de
eficienta precum recipientul normal din tinichea. Utilizarea crescanda a
recipientelor lacuite in totalitate, in ultimii ani, pentru a reduc continutul
de cositor al produsului, a fost considerata in general deficitara de catre
producatorii de alimente avand ca rezultat o anumita pierdere a calitatii
produsului. Pentru a conferi aceste trasaturi pozitive cositorul trebuie sa se
dizolve in produs. Rata dizolvarii este relativ lenta si perioada de garantie
este specificata astfel incat nivelul cositorului sa ramana sub limita legala
de 200mgkg-1 din UK in timpul perioadei de garantie anticipate.
Specificatiile produsului si recipientului sunt definite pentru a se asigura
obtinerea lor. Cositorul se corodeaza in afara suprafetelor de tinichea
datorita capacitatii sale de a actiona ca anod in timpul procesului de corodare.
Corodarea cositorului este totusi relativ lenta datorita marelui potential de
hidrogen ce exista la suprafata lui. Acesta protejeaza otelul de corodare si
explica de ce chiar si un strat subtire de cositor poate oferi o atat de buna
protectie impotriva corodarii (Fig. 11).
Acest
lucru minimalizeaza oxidarea produsului si previne pierderea culorii si aromei
in cazul anumitor alimente. Aceste aspecte pozitive ale cositorului il fac
potrivit pentru tipuri particulare de produse ambalate in recipiente de
tinichea fara lacuire. Mai multe incercari de obtinere al aceluiasi efect de
pastrare a calitatii au fost facute (introducerea tinichelei in lac si
adaugarea sarurilor de cositor permise) dar nici una nu a fost la fel de
eficienta precum recipientul normal din tinichea. Utilizarea crescanda a
recipientelor lacuite in totalitate, in ultimii ani, pentru a reduc continutul
de cositor al produsului, a fost considerata in general deficitara de catre
producatorii de alimente avand ca rezultat o anumita pierdere a calitatii
produsului. Pentru a conferi aceste trasaturi pozitive cositorul trebuie sa se
dizolve in produs. Rata dizolvarii este relativ lenta si perioada de garantie
este specificata astfel incat nivelul cositorului sa ramana sub limita legala
de 200mgkg-1 din UK in timpul perioadei de garantie anticipate.
Specificatiile produsului si recipientului sunt definite pentru a se asigura
obtinerea lor. Cositorul se corodeaza in afara suprafetelor de tinichea
datorita capacitatii sale de a actiona ca anod in timpul procesului de corodare.
Corodarea cositorului este totusi relativ lenta datorita marelui potential de
hidrogen ce exista la suprafata lui. Acesta protejeaza otelul de corodare si
explica de ce chiar si un strat subtire de cositor poate oferi o atat de buna
protectie impotriva corodarii (Fig. 11).
Fig.11. Procesul de corodare intr-un recipient de tinichea plat, ne lacuit. In mod normal cositorul dizolva. Daca are loc inlaturarea acestuia (prin anumite circumstante) metalul este atacat de corodare si hidrogenul eliberat.
Majoritatea materialelor pentru alimente contin nivele foarte mici de cositor (< 10mgkg1) desi alimentele ambalate in recipiente ce au o expunere la cositor in anumite conditii pot contine nivele mai mari din acesta.
Disolutia/ dizolvarea/ dezintegrarea cositorului de pe suprafata recipientelor
Cositorul din alimentul ambalat provine din invelisul de cositor care se dizolva in produs in timpul depozitarii. Aceasta dependenta de timp impreuna cu alti factori care controleaza continutul produsului fac ca conceptul de lucru cu nivelele cositorului sa fie dificil chiar si pentru un singur produs. Una dintre putinele generalizari ce pote fi facuta este ca nivelele de cositor in produsele ambalate in recipiente lacuite sunt foarte scazute. In recipientele cu un component ne lacuit totusi cositorul este esential prin faptul ca confera protectie electrochimica metalului ce formeaza componenta structurala a recipientului, absorbtia cositorului este relativ lenta - tipic 3-4 mgkg-1 pentru un recipient cu compot de piersici de 73x 111mm- si nu ar trebui sa dea nastere unor nivele mari de cositor in timpul perioadei de garantie a produsului. In anumite circumstante neobisnuite totusi, dizolvarea este mai rapida decat ar trebui sa fie si nivele mai mari pot fi atinse. Rata cu care concentratia de cositor din aliment creste este afectata de interactiunea complexa a mai multi factori. Datorita acestor interactiuni complexe singura metoda de prezicere a ratei de absorbtie si astfel a perioadei de garantie este prin testarea ambalajelor si existenta unei experiente anterioare in privinta produsului. Exista numerosi factori care influenteaza rata de absorbtie a cositorului si ei sunt bine stabiliti:
- Timpul si temperatura. Cositorul este dizolvat peste durata data de garantie la o rata influentata de temperatura de depozitare, in primele faze la o rata mai rapida decat mai tarziu.
- Expunerea tinichelei (foliei de cositor). Zona de expunere a cositorului este mai putin importanta decat prezenta sau absenta metalului expus. Recipientele care nu au cositorul expus vor da nivele mici de cositor in timp ce produsele unde exista macar o expunere partiala, ex: conservele cu asparagus cu un capat plat sau filet din cositor, vor da nivele mai mari de cositor prin dizolvare.
- Greutatea invelisului de cositor. Desi grosimea invelisului de cositor va limita in final nivelul maxim posibil din acesta, rata dizolvarii este mai mare cand sunt folosite invelisuri mai subtiri. Mai sunt importante si alte aspecte legate de recipiente precum marimea particulelor de cositor, tratamentul de pasivizare etc.
- Tipul si compozitia produsului. Mai multi factori precum aciditatea/ pH au o influenta directa asupra ratei de dizolvare a cositorului. Anumiti compusi precum acizii organici specifici sau pigmenti naturali pot influenta metalele si corodarea produsului referitor la cositor si fier.
- Prezenta anumitor ioni. Anumiti ioni, precum nitratii pot sa creasca rata corodarii. Acestia pot sa apara chiar de la produs, de la ingrediente precum apa si zaharul sau de la contaminatorii precum reziduurile de fertilizare.
 -
Nivelul de vacuum. Doi factori chimici care cresc rata de absorbtie a
cositorului sunt oxigenul rezidual si prezenta compusilor chimici precum
nitratii (cateodata denumiti si depolarizatori catodici) Fig. 12.
-
Nivelul de vacuum. Doi factori chimici care cresc rata de absorbtie a
cositorului sunt oxigenul rezidual si prezenta compusilor chimici precum
nitratii (cateodata denumiti si depolarizatori catodici) Fig. 12.
Fig. 12. Dizolvarea cositorului in alimentele acide
Curba ratei schematice - acesti acceleratori sunt utilizati pe parcursul dizolvarii cositorului si prin urmare influenteaza primele etape ale corodarii (faza 1). Asta inseamna ca pe masura ce depozitarea produsului continua concentratiile de cositor cresc rata la care in mod normal este dizolvat scade si nivelul de cositor tinde sa stagneze (faza 2). Acest nivel redus continua pana este dizolvat aproape in totalitate si metalul este expus in mod semnificativ cand rata de dizolvare se accelereaza din nou (faza 3).
A treia faza are loc de obicei dupa terminarea perioadei normale de garantie si prin urmare rareori are vro semnificatie, capatand-o doar in momentul atingerii unor nivele mari de cositor in produs si in cel al expunerii metalului recipientului la corodare.
Toxicitatea cositorului
Concentratiile mari de cositor in alimente irita tractul gastrointestinal si pot cauza anumite deranjamente stomacale in unele cazuri cu simptome precum greata, voma, diaree, crampe abdominale, balonare, febra si dureri de cap. acestea sunt simptomele pe termen scurt recuperarea facandu-se intr-un timp scurt de la expunere. Aceste efecte pot sa apara la persoane cand nivelele de cositor sunt de peste 200mgkg-1 (limita legala) si riscul intensificarii lor poate sa apara la concentratii mai mari de 250mgkg-1. o gama variata de alimente ambalate in recipiente cu cositor au fost consumat de-a lungul anilor fara repercusiuni de lunga durata asupra sanatatii.
Corodarea cositorului apare in timpul perioadei de garantie a produsului. Este astfel imperativ sa se ia masuri pentru reducerea ratei de corodare. Factorii de accelerare includ caldura, oxigenul, nitratul, conservantii chimici si vopselele si anumite tipuri de alimente acide (sfecla, rubarba etc). un nivel mare de vacuum este o metoda efectiva de reducere a ratei dizolvarii cositorului in recipientele cu compusi ne lacuiti. Exista in UK un nivel legal maxim de cositor in produsele alimentare de 200mgkg-1 si acest nivel devine in majoritatea cazurilor punctul ce delimiteaza perioada de garantie.
Fierul
Nu exista un nivel maxim recomandat sau o imita leala pentru continutul de fier din alimente. Fierul este un element esential in dieta astfel incat cantitatea sa nu determina perioada de garantie a produsului si nu o influenteaza. Totusi cantitatile ridicate vor face alimentul lipsit de gust. Disolutia fierului apare in recipientele TFS si cele de tinichea desi rata acesteia este limitata de factori fizici precum portiunea placii de otel expusa prin invelisul de cositor sau lac. Toate recipientele de tinichea au pori microscopici in stratul de cositor expunand astfel otelul de dedesubt. In mod normal acesta corodeaza lent dar in anumite situatii corodarea punctiforma poate sa apara ducand la atacarea otelului si crearea de crapaturi sau gauri ce ar duce la perforare si infestarea produsului.(Fig. 13)
Corodarea puternica a fierului apare doar spre sfarsitul procesului de corodare a cositorului cand sunt expuse zone importante din otel. Odata ce baza de otel este expusa, componentii produsului (ex: acizii din fructe) pot coroda fierul si produce hidrogenul ce cauzeaza expandarea recipientului.
Fig. 13. Compararea procesului de corodare punctiforma in cazul unui recipient de tinichea ne lacuit (stanga) si in cazul unuia lacuit (dreapta)
Nivelele de fier duc spre sfarsirea perioadei de garantie cand afecteaza aroma si culoarea produsului aducandu-le schimbari. Chiar si la nivele scazute, fierul dizolvat in recipientele lacuite poate cauza gust metalic pentru anumite produse ex: anumite recipiente mari pentru bere si cola. Anumite vinuri nu pot fi ambalate in recipientele DWI de tinichea datorita sensibilitatii lor mari la fier. In schimb ele trebuie ambalate in recipiente DWI de aluminiu. Fierul dizolvat poate cauza schimbarea culorii anumitor produse acest efect putand fi contracarat prin utilizarea unor agenti chimici de neutralizare.
Plumbul
Plumbul era o problema pentru recipientele sudate de tip vechi dar acum cantitatile din el din recipiente sunt foarte scazute. Totusi unele pot fi contaminate cu cantitati mici (in special cele din tinichea) si unele grupuri din SUA ce lupta pentru mediul inconjurator au cerut scaderea acestor nivele. Producerea recipientelor sudate din plumb se mai face in tarile in curs de dezvoltare.
Aluminiul
Toate recipientele de aluminiu u sisteme de lacuire foarte bune ce previn contactul alimentului cu metalul. Astfel, nivelele de aluminiu sunt in general foarte scazute dar ocazional pot afecta senzitivitatea produselor precum berea cauzand tulburarea sau schimbarea culorii.
. Lacurile/ emailul
Prezenta lacului sau emailului limiteaza eficient disolutia cositorului in produs, astfel ca utilizarea lacurilor devine din ce in ce mai obisnuita chiar si pentru produsele care erau inainte ambalate in recipiente simple de tinichea.
Exista mai multe tipuri de lacuri utilizate. Pe departe cel mai cunoscut este grupul Epoxi Fenolic care e potrivit pentru produsele din carne, peste, fructe si vegetale. Acestea le-au inlocuit in mare pe cele in grupul Oleorasinelor care au in comun aceeasi aplicabilitate. Unii producatori inlocuiesc recipientele cu vinili care au calitatea de a fi lipsiti de miros si gust si practic sunt utilizabili pentru pachetele uscate de biscuiti , prafuri si chiar unele bauturi. Lacurile de vinil alb sunt utilizate unde patarea metalului recipientelor cauzata de reactia cu produsul este o problema. De asemenea, lacurile de vinil alb sunt utilizate din ratiuni de marketing pentru a da o aprenta igienica recipientelor ce pot prezenta semne de corodare. Grupul Organosolic este de asemenea lipsit de gust si miros si poate fi aplicat si in cazul recipientelor pentru bauturile fara alcool.
In cazul recipientelor din 3 parti, este preferata protejarea metalului expus la imbinarile laterale chiar daca interiorul recipientului nu este lacuit. Aceasta banda lacuita este cunoscuta sub denumirea de banda laterala. Un numar de lacuri din cele mentionate mai sus sunt utilizate in acest scop dar sunt utilizate si invelisurile cu anumite pudre.
Invelisurile sunt bine testate inainte de aplicarea lor pe recipientele pentru alimente. Ca parte a procesului obligatoriu aplicatia lor si conditiile de procesare au fost imbinate si uscare lor totala confirmata regulat.
TIPURI DE DETERIORARE A RECIPIENTELOR METALICE
. Corodarea interna
In plus fata de dizolvare graduala a cositorului si fierului de pe suprafata interna a recipientului in timpul perioadei de garantie (dupa cum a fost descris mai sus), deteriorarea recipientelor poate fi datorata si corodarii interne ca rezultat a distrugerii mecanice sau erorilor, greselilor de fabricatie sau a unei reactii extrem de agresive, puternice intre recipiente si continuturi.
Deteriorarea mecanica a recipientelor, precum ciobirea cauzata de manevrarea gresita, poate avea ca efect craparea stratului intern de lac. Asta va permite produsului sa ia contact cu metalul si poate rezult intr-o coroziune rapida si localizata depinzand de recipient si de produs.
Formarea unor denivelari in recipiente sau deformarea capacelor poate uneori avea ca rezultat ori craparea stratului intern de lac in aceste zone ori pierderea aderentei intre lac si metal. Ambele pot rezulta intr-o corodare a metalului de catre produs. Cauza problemei poate fi folosirea unor lacuri insuficient de flexibile, aceasta insuficienta fiind data de consistenta excesiva a lacului sau uscarea lui incorecta. In mod similar stantarile de pe capace pot provoca craparea lacurilor si duce la corodarea zonei.
Ocazional, corodarea interna poate rezulta in urma unei reactii extrem de agresive intre recipient si continut, cauzand desprinderea lacului de pe suprafata. Cauzele acestor reactii sunt deseori foarte complexe si uneori singura solutie este utilizarea altui tip de lac.
. Fisurarea prin corodarea la presiune
Corodarea la presiune este accelerarea corodarii in anumite medii unde metalele sunt presate din exterior sau sufera presiuni ale tensiunilor interne datorate prelucrarii la rece. Acest tip de corodare este unul dintre cele mai importante pentru ca poate sa apara la o gama larga de metale. Deoarece conditiile ce pot provoca fisurile intr-un metal e posibil sa nu cauzeze fisuri in altul, si este greu de prezis unde va avea loc corodarea. Fisurarea prin acest tip de corodare este uneori vazuta la recipientele de otel in zonele de margine, unde apar de obicei fisuri in metal.
Aliajul de aluminiu utilizat pentru fabricarea capetelor usor de deschis pentru recipientele de bauturi este special creat pentru a furniza proprietatile mecanice cerute. Acest aliaj este supus totusi fisurii prin corodare la presiunea mediului datorita reactiei cu umezeala. Acest proces este de asemenea accelerat in mare masura de catre prezenta contaminantilor precum sarea reziduala, in special clorul si altii. Valorile zonelor de capat a recipientelor sunt foarte sensibile la aceasta forma de corodare datorita presiunii tensile la care capetele sunt supuse. Aceasta problema nu poate sa apara fara prezenta umezelii asa ca trebuie sa se aiba grija ca dupa umplerea recipientelor capacele usor de deschis a fie spalate cu apa curata si uscate inainte de a fi depozitate. Chiar si in timpul depozitarii recipientelor umplute, conditiile de umiditate trebuie controlate prin asigurarea unei ventilatii adecvate etc.
Patarea cu sulfura
Patarea cu sulfura sau sulfide este caracterizata prin urme albastre inchis sau maro in interiorul recipientelor de tinichea sau de otel fara tinichea. In recipientele lacuite, acest fenomen apare in cursul procesarii si este cauzat de compusii sulfurii ce exista in proteinele produsului in timpul procesarii, de prezenta oxigenului rezidual cu solutie de fier, care deriva de obicei din expunerea bazei de otel la marginile taiate sau de alte lucruri (pori, marginile capacelor etc) unde expunerea fierului este mare. Depozitul negru format este un complex de sulfide de fier, oxizi si hidroxizi.
Patarea cu sulfura poate aparea la produsele ce contin proteine ex: mazare, porumb dulce, peste sau carne. Este mai evidenta in partea de sus a recipientelor. Este privita ca o problema strict cosmetica si nu provoaca corodare sau alte deteriorari. Totusi avand un aspect urat atrage plangeri din partea consumatorilor. Din aceasta cauza cand sunt ambalate produse sensibile la sulf, un lac pentru recipiente este de obicei selectat care va rezista penetrarii cu compusi de sulf ori va masca problema. Aceste lacuri sunt in general de culoare gri si contin compusi de aluminiu sau zinc care reactioneaza cu compusii sulfului pentru a produce sulfide de metal alb ce nu au efecte negative si nu sunt imediat vizibile. Totusi aceasta modalitate nu este potrivita pentru produsii extrem de acizi, unde acizii pot ataca invelisul producand saruri de zinc sau aluminiu ce pot dauna sanatatii.
Corodarea externa
Orice problema ce cauzeaza deteriorari externe ale recipientului poate scurta perioada sa de garantie. In particular este importanta evitarea corodarii. Deoarece rugina apare in prezenta metalului, oxigenului si umezelii poate fi prevenita prin inlaturarea oricaruia dintre acesti factori. In afara recipientului, umezeala este cel mai usor de controlat.
Corodarea externa poate fi exacerbata de oricare dintre urmatorii factori:
- condensarea datorata: fluctuatiilor de temperatura, schimbarilor de umiditate, curentului, ambalarii precare;
- etichete sau cartoane despartitoare: nivel mare de sulfat sau clor;
- uscarea incompleta: apa libera;
- invelis extern foarte subtire de cositor sau lac: expunerea ridicata a metalului;
- deteriorari fizice: deteriorarea lacului sau a invelisului de cositor al metalului;
- retorturi ruginite: particule de rugina;
- aerisirea slaba a retorturilor: oxigen si apa;
- apa din boiler dusa in retort: inlaturarea alcalina a cositorului;
- adezivul pentru etichete: nivel extrem de mare acidic sau alcalinic.
Corodarea externa apare deseori in anumite locuri ale recipientelor precum capetele imbinarilor sau liniilor marcate a capacelor usor de deschis. Acest lucru e interpretat deseori ca greseala de fabricatie a recipientelor cand de fapt in multe cazuri totul se datoreaza uscarii si depozitarii precare a recipientelor cu produse. In aceste circumstante corodarea a aparut in cel mai slab punct al recipientului.
Corodarea externa poate fi provocata si de scurgerile din recipientele invecinate. Asta poate fi o problema in special in cazul recipientelor pentru bauturi fara alcool, unde scurgerea dintr-un singur recipient poate provoca deteriorari mecanice rezultand in scurgerea produsului asupra tuturor recipientelor depozitate.
CAPITOLUL 4
REGLEMENTARI PRIVIND LACURILE PENTRU CONSERVE
Producatorii si distribuitorii de
conserve pentru alimente trebuie sa respecte anumite standarde si reguli
nationale, dar si cele internationale. In marile companii producatoare de conserve
pentru alimente se monitorizeaza sistemul calitatii dupa standarde
internationale, precum seria
ISO 9000. Beneficiul pentru consumator este acela ca daca sistemul calitatii
este pus la punct, actiuni corective pot fi implementate in puncte critice de
control mult mai eficient decat numai controlul final al produsului, atat la
producator, cat si la distribuitor.
Producatorii de conserve (de exemplu Glud & Marstrand) primesc acoperirile pentru conserve de la producatorii de lacuri (de exemplu Valspar, PPG, ICI si Grace), iar acestia primesc rasinile epoxidice de la producatorii de rasini (de exemplu Dow, Resolution and Hungstman). Producatorii de rasini epoxidice, din Europa sunt membri ai Association of Plastics Manufactures in Europe (APME); cca. 95% din producatorii de lacuri sunt membri ai European Confederation of Paint, Printing Inks and Artists Colours Manufactures (CEPE) si mai multi producatori de conserve din Europa sunt membri ai European Secretariat of Manufactures of Light Metal Packaging (SEFEL).
Ambalatori de alimente si bauturi din industria alimentara sunt membri ai Confederation of the food and drink Industries of the EU (CIAA).
APME, CEPE, SEFEL si CIAA sunt toti membri ai Joint Industry Group (JIG).
Autoritatile nationale se raliaza la standardele stabilite de Food and Drug Administration in SUA, precum si de organizatiile echivalente in Uniunea Europeana (Moeller si altii, 2004).
Legislatie europeana referitoare la lacuri de protectie pentru conserve
Directiva 128/1990/CEE a stabilit,
initial, LMS in alimente sau in simulanti alimentari de:
0,5 mg/dm2 pentru BPA si 0,02 mg/dm2 pentru BADGE;
cantitatea maxima permisa de BADGE residual in material (lacuri) de 0,17 mg/dm2.
Aceasta Directiva a fost amendata pana in present de noi cerinte: 91/1999/CE, 61/2001/CE, 62/2001/CE, 16/2002/CE, 17/2002/CE, 72/2002/CE, in care se stabilesc LMS pentru BADGE, BFDGE si derivati ai acestora (Jordanova si altii, 2003).
Aceste reglementari au fost rezultatul activitatii mai multor organizatii:
- Comitetul Stiintific European pentru Alimente (SCF), care este responsabil pentru materialele in contact cu alimentele (SPI, 2002B);
- Comisia Europeana (Directorate
General of Health and Consumer Protection), care a publicat legislatia (2002/16/CE)
de utilizare a BADGE (bisfenol A-diglicidil-eter), BFDGE
(bisfenol F-diglicidil-eter) si intrega familie de Novolac-glicil-eteri (NOGE).
Aceste comisii au reglementat utilizarea:
- BADGE ca monomer si ca intermediar de reactie sau aditiv in conservele alimentare lacuite pana la 1 ianuarie 2005. Pana atunci, suma nivelelor de migrare a BADGE si derivatiilor sai nu trebuie sa depaseasca 1 mg/kg aliment. Primul amendament la 16/2002/CE va extinde termenul final la 31.12.2005, in scopul de a permite Autoritatii Europene pentru Securitatea Alimentelor (EFSA) sa-si formuleze opinia in dosarul toxicologic pentru BADGE, obligat a fi prezentat la sfarsitul trim. I 2004 (CEPE, 2003).
- Anumite preocupari sunt si pentru BFDGE. Suma nivelelor de migrare a BAFDGE + derivatii de BAFDGE + BADGE si derivatii de BADGE nu trebuie sa depaseasca 1 mg/kg aliment.
- BPA (bisfenol A) este permis sub Directiva 2002/72/CE si datorita unei recente opinii a SCF, limita de migrare specifica (SML) este de 0,6 mg/kg. In acord cu CEPE nivelele tipice de migrare in alimente sunt de aprox. 0,05 mg/kg (2003). Limita de migrare pentru bisfenol A din materiale plastice utilizate in contact cu alimentele este 3 mg/kg (Retsinfo, 2003). In prezent nu exista nici o restrictie privind continutul de bisfenol A,. care poate fi prezent in produsul finit din material plastic (Moeller si altii, 2004).
4.2. Legislatia nationala referitoare la lacuri de protectie pentru conserve
In
prezent activitatea de cercetare referitoare la migrarea substantelor chimice
din material este focalizata pe dezvoltarea comparatiilor si armonizarea
metodelor la nivel european. In acest sens au aparut noi normative,
prin care cuantificarea si limitarea nivelului contaminantilor sunt armonizate
la standardele stabilite de Uniunea Europeana si anume: HG nr. 1197/2002 pentru
aprobarea Normelor privind materialele si obiectele care vin in contact cu
alimentele;
HG nr. 512/2004 privind modificarea si completarea HG nr. 1197/2002.
Hotararea nr. 559 din 15 aprilie 2004 aduce unele modificari si completeaza Hotararea Guvernului nr. 1197/2002 pentru aprobarea Normelor privind materialele si obiectele care vin in contact cu alimentele, prin introducerea unui nou capitol: Capitolul VI "Utilizarea derivatilor epoxi in materiale si obiecte destinate a veni in contact cu alimentele".
Art. 371- (1) Prevederile acestui capitol se aplica materialelor si obiectelor care sub forma de produs finit sunt destinate sa vina in contact cu alimente, potrivit destinatiei lor, si care sunt fabricate cu sau contin, una sau mai multe dintre urmatoarele substante:
a) BADGE si unii dintre derivatii sai;
b) BFDGE si unii dintre derivatii sai;
c) novolac glicil eter denumit in continuare, NOGE si unii dintre derivatii sai.
(2) In sensul prezentului capitol, prin materiale si obiecte se intelege:
a) materialele si obiectele confectionate din orice tip de material plastic;
b) materialele si obiectele acoperite de invelisuri de suprafata;
c) adezivii.
Art. 372-(1) Materialele si obiectele prevazute la art. 371alin.(1) nu trebuie sa elibereze substantele mentionate in Anexa nr. 18 intr-o cantitate care sa depaseasca limita prevazuta in aceeasi anexa.
(2) Utilizarea si/sau prezenta BADGE in fabricarea acestor materiale si obiecte sunt admise pana la data de 31 decembrie 2005.
Art. 373-(1) Materialele si obiectele prevazute la art. 371 alin.(1) nu trebuie sa elibereze substantele mentionate in Anexa nr. 19 intr-o cantitate care, adaugata cantitatilor cumulate de BADGE si derivatii sai mentionati in Anexa nr. 18, sa depaseasca limita prevazuta in anexa nr. 19.
(2) Utilizarea si/sau prezenta BFDGE in fabricarea acestor materiale si obiecte sunt admise pana la data de 31 decembrie 2005.
Art. 374- (1) Din data de 1 martie 2005, cantitatea compusilor NOGE cu mai mult de doua inele aromatice si cel putin o grupare epoxi, precum si derivatii acestora continand grupari clorhidrinice si avand masa moleculara mai mica de 1000 daltoni nu trebuie sa fie detectabila in materialele si obiectele prevazute la art. 371 alin, (1) la o limita de detectie de 0,2 mg/6 dm2, incluzand toleranta analitica.
(2) In sensul prezentului capitol, limita de detectie prevazuta la alin. (1) trebuie determinata printr-o metoda validata de analiza. Daca o astfel de metoda nu exista, va fi utilizata o metoda analitica cu caracteristici de performanta adecvate, pana la punerea la punct a unei metode validate.
(3) Utilizarea si/sau prezenta NOGE in fabricarea acestor materiale si obiecte sunt admise pana la data de 31 decembrie 2005.
Art. 375 - Cerintele prezentului capitol nu se vor aplica materialelor si obiectelor acoperite cu substante de acoperire si adezivilor, prevazute la art. 371 alin.(2) b) si c), care sunt aduse in contact cu alimetele inainte de data de 1 martie 2005. Aceste materiale si obiecte pot fi in continuare introduse pe piata, cu conditia ca data ambalarii sa apara pe materiale si obiecte.
ANEXA 1 devine Anexa nr. 18 la Norme, cuprinzand limitele specifice de migrare pentru BADGE si anumiti derivati ai acestuia si anume:
1) Suma nivelurilor specifice de migrare pentru urmatoarele substante:
a) BADGE [2,2-bis(4-hidroxifenil)propan bis(2,3-epoxipropil)eter];
b) BADGE . H2O; c) BADGE . HCl; d) BADGE . 2HCl; e) BADGE . H2O . HCl
nu trebuie sa depaseasca urmatorele limite: 1 mg/kg in alimente (excluzand toleranta analitica) sau 1 mg/6 dm2, conform cazurilor prevazute in art. 16 din Norme.
2) Testarea migrarii trebuie efectuata in conformitate cu regulile stabilite in cap. II din Anexa nr. 8 la Norme. Totusi, in simulantii alimentari care contin apa, aceasta valoare trebuie sa includa si
3) BADGE . 2H2O, cu exceptia situatiei in care materialul sau obiectul este etichetat ca fiind destinat contactului cu alimentele si/sau bauturi, pentru care s-a demonstrat ca suma nivelurilor de migrare a celor 5 substante enumerate la pct.1a) - e) nu trebuie sa depaseasca limitele prevazute la pct. 1.
In sensul prezentelor norme, migrarea specifica a substantelor enumerate la pct. 1a) - e) trebuie determinata printr-o metoda validata de analiza. Daca o astfel de metoda nu exista, va fi utilizata o metoda analitica cu caracteristici de performanta adecvate, pana la punerea la punct a unei metode validate.
ANEXA 2 devine Anexa nr. 19 la Norme, cuprinzand limitele specifice de migrare pentru BFDGE
[bis(hidroxifenil)metan bis(2,3-epoxipropil)eter] si unii dintre derivati ai acestuia si care adaugate la suma celor enumerate anterior (completare anexa nr. 18) nu trebuie sa depaseasca urmatoarele limite: 1 mg/kg in alimente (excluzand toleranta analitica) sau 1 mg/6 dm2, conform cazurilor prevazute in art. 16 din Norme.
CAPITOLUL 5
METODOLOGIA DE TESTARE A AMBALAJELOR METALICE LACUITE DESTINATE A VENI IN CONTACT CU ALIMENTELE
Un rezultat important al evaluarii riscului acoperirilor pentru cutiile de conserve este acela ca structura chimica a migrantilor poate fi diferita de cea a materiilor prime, datorita formarii produsilor de reactie. In scopul identificarii acestora este necesara descrierea chimismului migrarii.
Metodologii si strategii analitice: Metodologiile trebuie sa fie dezvoltate si testate pentru analiza cuprinzatoare a migrarii cu focalizare pe compusii care pot fi prezenti la un nivel semnificativ. Ele trebuie sa fie practicabile (la indemana) atat pentru industrie cat si pentru autoritatile de control.
Identificarea migrantilor din principalele tipuri de acoperiri
In ceea ce migrarea componentilor neevaluati, metodele analitice trebuie sa permita elucidarea si estimarea compusilor cu masa moleculara sub 1000 Da si care migreaza intr-un grad care sa determine o crestere a pericolului toxicologic. Metodele trebuie sa fie optimizate pentru a detecta o gama larga de compusi posibili cu detectori avand aproximativ acelasi raspuns pentru toti compusii (CANCO Workshop, 2002).
Trebuie sa fie posibil sa se prevada migrantii sau clasele de migranti corespunzand diferitelor clase de substante chimice de baza, utilizate in acoperirile pentru conserve. Acestea trebuie sa ajute in sensul intelegerii sursei migrantilor si prevederea migrantilor asociati cu materiile prime date, in felul acesta usurand o analiza completa a riscului. Aceasta cunoastere poate fi, de asemenea, folositoare industriei pentru optimizarea procesului de productie sau pentru a selecta acoperirile cu migrare redusa (CANCO Workshop, 2002).
Determinarea gradului de stabilitate al acoperirilor pentru conserve se face pe baza testelor de migrare globala de componenti si migrare de componenti specifici, in lichide de extractie-model, care imita caracteristicile extractive ale grupului de alimente cu care materialul ar putea veni in contact, in conditii suficient de severe pentru a simula cele mai agravante conditii la care materialul de ambalare ar putea fi supus in practica.
Testarea migrarii globale de componenti
Reglementarile
EU si respectiv, in
60 mg/kg aliment sau 10 mg/dm2 suprafata de material de ambalare.
Determinarea migrarii globale din acoperirile polimerice ale conservelor alimentare si recipientelor pentru bauturi este reglementata de SR CEN/TS 14235:2003, care prevede reguli de selectie a conditiilor si metodelor de incercare a migrarii globale:
Lista simulantilor selectati pentru testare este cuprinsa in Cap.6, Tabelele 1 si 2;
Conditiile de extractie, la contactul cu produsul alimentar (timp, temperatura) sunt indicate in Cap.7, Tabelul 3.
- Cap.9.10. Conserve pentru alimente si bauturi - prevede pentru testarea migrarii globale: Trebuie utilizate articolele finite. Cand dispozitivul de inchidere nu este disponibil in laborator, conservele cu dubla sudura sau inchise ermetic la cald, pot fi testate folosind capacul in care se practica cu grija un orificiu. Daca este necesara umplerea conservei cu un simulant prin orificiu, inchiderea conservei se realizeaza cu un dop inert.
Conservele cu alimente sau bauturi, acoperite cu un start polimeric, se umplu cu simulanti aposi pentru testarea migrarii globale. Punctul 12 din prezentul standard prezinta conditiile de testare si modul de exprimare a rezultatelor pentru migrarea globala.
Cand este disponibila pentru testari numai tabla din care urmeaza a fi realizata conserva, aceasta poate fi utilizata pentru testare pe o singura fata in celule adecvate de testare.
In numeroase situatii forma, marimea si/sau greutatea articolului finit nu perimte testarea ca atare, in aceste cazuri este accceptata aplicarea materialului de acoperire pe un substarat inert care poate fi testat prin imersie totala. Aplicarea materialului de acoperire pe suportul inert trebuie sa urmeze, in limita posibilitatilor, conditiile si specificatiile prevazute pentru procesul de acoperire in conditii industriale.
- Cap.13. Metoda de testare a migrarii globale din acoperiri polimerice ale conservelor alimentare si recipientelor pentru bauturi, in simulanti aposi
Experienta a aratat ca acidul acetic nu este un simulant potrivit pentru testarea acoperirilor polimerice pe metal, un stimulant acceptabil fiind solutia de 10% etanol in apa.
Conserva este umpluta cu simulantul adecvat, cu care ramane in contact un anumit timp la o temperatura de minim 70 0C. Dupa incheierea timpului de expunere conserva este golita si intreaga cantitate de stimulant este evaporata la sec, masa reziduului nevolatil fiind determinata gravimetric si exprimata in miligrame raportate la dm2 de suprafata care a fost in contact cu simulantul alimentar.
Desi in conditii industriale temperatura la care este supus sistemul conserva-aliment este mai mare decat 70 0C, uzual circa 121 0C, in cazul acestui test s-a convenit ca temperatura de testare sa fie de 700C. In practica industriala temperaturile utilizate sunt peste 70 0C, de obicei 121 0C.
5.2. Testarea migrarii specifice
Testarea migrarii specifice se prezinta pentru cei mai importanti migranti din lacurile de protectie pentru conservele de alimente si bauturi.
Bisfenolul A, bisfenolul F, BADGE, BFDGE:
- Bisfenolul A 2,2I-(4-hidroxifenil)propan (BPA) este o substanta de pornire utilizata la fabricarea celor mai multe tipuri de rasini epoxi, care reticuleaza si care se utilizeaza in acoperirile pentru conserve. BPA nu este prezent, in mod normal, in acoperiri pe baza de PVC-organosol. Totusi daca bisfenolul A diglicidil eter(BADGE) a fost folosit ca un aditiv pentru inlaturarea HCl in aceste acoperiri, pot fi prezente rezidii de BPA in aceste acoperiri.
Alta utilizare pentru BPA in fabricarea maselor plastice, este in particular, in policarbonati utilizati in contact cu alimentele. Directiva 90/128/EEC listeaza BPA in lista pozitiva, cu LMS de 3mg/kg (European Commission, 1990).
- Bisfenolul F , un amestec de 3 izomeri (2,2I-,2,4I- si 4,4I-dihidroxidifenilmetan (BPF) utilizat comercial in proportia 15, 50 si 35%, este folosit , de asemenea, in rasinile epoxi, dar ca un polimer complet reticulat este rar utilizat in materialele in contact cu alimentele.
Rezidii de izomeri BPF pot apare la utilizarea BFDGE ca aditiv pentru inlaturarea HCl in acoperirile PVC-organosol (Goodson si altii, 2002).
- Bisfenol A-diglicidil eter (BADGE) si Bisfenol F-diglicidil eter (BFDGE)
s-au utilizat ca aditivi in: - acoperirile PVC-organosol pentru a inlatura HCl din
(rezultand aducti a caror toxicitate nu este
pe deplin cunoscuta), caz in care rezidii
de BPA si BPF pot fi prezente, ca materiale de pornire;
acoperirile epoxi de interior pentru a neutraliza aciditatea continutului conservei.
Cercetari anterioare au aratat ca migrarea BPA din acoperirile pentru conserve poate avea loc in simulanti alimentari. De asemenea, migrarea in simulantul de grasimi, uleiul de masline, a fost mult mai mica comparativ cu simulantii aposi, cum ar fi etanol 10%.BPA a fost subiect al mai multor studii explorand potentialul de disfunctionare endocrina (Goodson si altii,2002).
Metodologia analitica
Tehnicile utilizate in analizele de rutina a bisfenolilor si bisfenol diglicidil eterilor sunt:
- cromatografie de lichide de inalta performanta cuplata cu detector de fluorescenta (HPLC/FLC);
- gaz-cromatografie cuplata cu spectrofotometru de masa (GC/ MS) (Jordakova si altii.,2003). Metodele publicate se refera la determinarea bisfenolilor si bisfenol diglicidil eterilor, in:
a) produse alimentare conservate;
b) simulanti alimentari;
c) materiale de acoperire.
Exemple de metodele publicate se prezinta in continuare.
a) Analize din produse alimentare conservate
Metodele pentru determinarea BPA in lapte sau simulanti alimentari s-a considerat ca nu au suficienta capacitate de detectie si robustete pentru determinarea BPA intr-o larga serie de alimente (Biles si altii, 1997, Franz si Rijk, 1997, Mountfort si altii, 1997, Howe si Borodinski, 1998, Kawamura si altii, 1997).
- O publicatie mai recenta descrie aplicarea HPLC la analiza BPA din conservele de fructe si legume cumparate de pe piata japoneza. BPA a fost extras cu acetonitril din faza solida a conservei si cu cartus OASIS HLC din faza apoasa. Ambele extracte au fost purificate cu cartus Florisil. Separarea HPLC a fost realizata pe coloana Wakosil II 3C18 RS cu acetonitril: apa (46:60 v/v), ca faza mobila. BPA a fost detectat cu detector UV, la 228nm si s-a determinat un "peak" cromatografic similar, cu un detector multiplu pentru lungimea de unda. BPA a fost detectat in portiunea solida a conservei, la un nivel maxim de 11µg pe conservei (Yoshida si altii,2001).
Trebuie luata in considerare posibilitatea aparitiei si a altor migranti din acoperirea conservei indicati de fluorescenta UV, de ex. produsi de hidroliza si/sau alti produsi de reactie ai BADGE, BFDGE sau NOGE, acestia putand avea un potential semnificativ de a interfera cu BPA si BPF la determinarea prin HPLC cuplata cu detectia prin fluorescenta si, in consecinta obtinerea unui un rezultat fals pozitiv (Goodson si altii,2002).
- De aceea a fost dezvoltata, pentru a masura acesti analiti simultan, o metoda GC/MS cu BPA deuterat ca standard intern, in care izomerii lui BPA si BPF au fost acilati cu anhidrida acetica dupa ce au fost separati din aliment. Derivatizarea lui BPA si BPF a fost realizata pentru a imbunatati forma semnalului si robustetea metodei (Goodson si altii, 2002).
O metoda simpla a fost stabilita pentru determinarea prin GC/MS a migrarii contaminatilor in ulei de masline, cu focalizare, in special, asupra a doi compusi de migrare din lacuri pentru conserve: BADGE si BFDGE (Brede,C.,Skjevrak, I., Herikstad, H.,Åensen, E., Austvoll, R., Hemmimgsen, T.,2002). Prepararea probei a constat intr-o singura extractie lichid-lichid a compusilor din ulei, in 20% metanol in acetonitril, urmata de curatarea finala cu extractia fazei solide in aminopropil-silice. Acesta procedura inlocuieste, selectiv, toti acizii grasi liberi din extract, fara sa indeparteze compusii fenolici de interes. Coloanele de extractie a fazei solide au fost utilizate mai mult timp, prin implementarea unei proceduri de spalare a acizilor grasi puternic retinuti cu solutie acid acetic 2% in metanol. Gaz-cromatografia cuplata cu spectrofotometria de masa cu rezolutie integrala a ionizarii electronice (EI) a fost utilizata pentru determinarea catorva compusi model din probe in ulei de masline. BADGE si BFDGE pot fi determinate intr-o gama de 0,05 - 2 mg/kg din probe in ulei cu SD<6% (6 replici). Metoda a fost utilizata de Food Control Authority din Norvegia pentru a analiza probe in ulei vegetal, din conserve de peste in ulei (Brede,C. si altii, 2002).
Deoarece nu exista limite impuse pentru migrarea BPF si BFDGE, cand sunt detectate migrari ale acestor componenti, valorile obtinute sunt judecate de la caz la caz (Jordakova si altii, 2003).
b) Analize din simulanti alimentari
Derivati de bisfenol A-glicidil eter ca si produsii lor de reactie cu alti componenti din lacuri pot migra din acoperiri bazate pe epoxi in alimentele ambalate sau in simulanti alimentari.
Rezolutia Consiliului Europei privind lacurile pentru conserve sugereaza o limita de migrare globala de 10 mg/dm2 pentru substantele care migreaza din lacurile de interior in simulanti alimentari. Comitetul Stiintific pentru alimente (SCF) diferentiaza migrantii in: substante cu masa moleculara sub 1000 Da, avand potential toxic si substante cu mica toxicitate, cu masa moleculara peste 1000 Da.
Pana acum, determinarea migrarii globale s-a bazat pe metoda gravimetrica (Schaefer, A. si altii, 2004).
Metoda prin excluziune dimensionala cromatografica (SEC)
O noua metoda este descrisa pentru
determinarea simultana a migrarii globale si a migrarii substantelor cu masa
moleculara sub 1000 Da, bazata pe separarea prin excluziune dimensionala
cromatografica (SEC), urmata de detectia in ultraviolet (UVD) si detectia
dispersiei luminii prin evaporare (ELSD). Metoda este potrivita pentru toate
mediile de extractie volatile si simulantii recomandati de UE. Pentru
compararea statistica a ambelor metode, metoda de referinta usor modificata a
fost validata intern si extinsa printr-o masuratoare aditionala gravimetrica a
migrantilor sub 1000 Da. Pentru determinarea migrarii globale, ambele metode
arata o reproductibilitate similara, astfel: pentru metoda gravimetrica SD = 0,16
mg/dm2; pentru SEC-ELSD/UVD,
SD = 0,12 mg/dm2, dar rezultatele obtinute prin a doua metoda au
fost semnificativ mai bune. Determinarile gravimetrice la migrarea substantelor
sub 1000 Da, au prezentat o sensibilitate mai slaba (limita de detectie = 0,35
mg/dm2) comparativ cu metoda SEC-ELDS/UVD (limita de detectie = 0,04
mg/dm2) (Schaefer si altii, 2004, part.1).
Metode de determinare a migrarii prin HPLC:
- O metoda selectiva si sensibila este prezentata utilizand HPLC, cuplata cu detector in ultraviolet (UVD), detector de fluorescenta (FLD) si detector selectiv de masa prin ionizare electronica (electrospray) (ESI-MSD), pentru identificarea si cuantificarea migrantilor din lacuri epoxi pentru conserve, bazate pe substante cu masa moleculara sub 1000 Da, considerata o limita pentru absobtia in traiectul gastrointestinal. Identificarea migrantilor a fost confirmata prin microreactii ale BADGE cu solventi si fenoli, care arata fragmentarea masei prin detectie selectiva si retentii relative pentru 42 substante, derivati de bisfenoli A (Schaefer si Simat, 2004, part.3). Migrarea totala a derivatilor de bisfenol A, substante cu masa moleculara mai mica de 1000 Da au fost determinate ca echivalenti de BADGE, utilizand o calibrare (detectie de flourescenta) a monomerului BADGE disponibil comercial. Limita de cuantificare a fost de 5 µg echivalenti de BADGE (sau 0,8 µg/dm2).
In concordanta cu aceasta metoda cantitati de migranti, substante cu bisfenol A- glicidil eter, avand masa moleculara sub 1000 Da, extrase in acetonitril variaza in intervalul 0,4 - 0,7 mg/dm2 in acoperirile examinate (Schaefer).
- Doua metode HPLC-UV cu detector de fluorescenta pentru cuantificarea si identificarea bisfenolului A diglicidil eterului (BADGE), monomer utilizat in acoperirile materialelor care vin in contact cu alimentele, in ulei de masline, ca stimulant UE pentru grasimi. Printr-un proces de extractie in faza solida, utilizand un cartus Florisil, BADGE este separat de ulei.
Metodele cromatografice: izocratica
si cu gradient au fost aplicate pentru determinarea migrarii acestui monomer,
la limita specifica de migrare (LMS). Limita de detectie pentru BADGE a fost
< 3µg/L (Paseiro Losada si altii, 1999).
Metode HPLC-RP (cromatografie de lichide de inalta performanta in faza reversa) cu gradient de elutie si detector de fluorescenta s-au utilizat pentru analiza migrarii specifice pentru BADGE si derivatii sai, din simulanti de grasime. S-a utilizat BADGE ca standard intern. In cazul probelor suspecte s-au obtinut informatii aditionale prin HPLC-RP, utilizand un detector selectiv de masa. Metoda descrisa este validata pentru analize de alimente ca si pentru simulanti alimentari. Limita de detectie a fost intre 10 - 30 µg/kg stimulant de grasimi; experimentele prezentand recuperare identical pentru toti analitii si standard intern. Impunerea LMS pentru BADGE si produsii sai de hidroliza si clorurare, prin standardele EU, este posibila urmarirea calitatii, atat pentru producatori si autoritati (Petersen si altii, 2003).
- Metode de determinare prin HPLC a stabilitatii BADGE si BFDGE in simulanti aposi BADGE si BFDGE din lacurile de interior ale cutiilor de conserve, bazate pe rasini epoxi sau vinil-organosoli, in timpul depozitarii se pot descompune. Stabilitatea lor a fost studiata prin HPLC-RP cu detector de UV. S-au ales trei conditii de experimentare pentru testare comparativa: (C1) depozitare la 250C; (C2) depozitare la 400C; (C3) depozitare la 250C dupa sterilizare 15 min, la 1200C. S-u utilizat urmatorii simulanti alimentari: apa distilata; acid acetic 3%; etanol 10%. S-au observat urmatoarele:
BADGE este mai stabil decat BFDGE;
Pierderile de BADGE si BFDGE au fost minime in etanol 10% si maxime in acid acetic 3%;
In conditiile de experimentare C3, cele mai grave, nu s-a obdervat o degradare, comparativ cu C1 si C2;
BADGE si BFDGE in etanol 10% au minim degradate in conditiile C3 pentru toate experimentele (pierderi de 5% si, respectiv, 8% (Poutkova si altii, 2004).
- Au fost dezvoltate alte metode pentru determinarea BADGE in alimente grase, ambalate in filme de polietilentereftalat continand adezivi pe baza de BADGE-epoxi-acrilic, (Tice, 1993). Astfel, BADGE in ulei de masline a fost izolat prin utilizarea unui cartus Florisil, concentrate prin evaporare si determinat prin HPLC, echipat cu coloana Partisil ODS-3 si detector de UV la 228 nm (Begley si altii, 1991).
La determinarea migrarii la temperatura inalta (incalzire la cuptorul cu microunde) s-a utilizat ca simulant de grasimi, Mygliol 812 (ulei de cocos fractionat). Ca mediu de extractie s-a utilizat hexan/acetonitril si BADGE a fost cuantificat prin HPLC cu detector UV (Paseiro Losada si altii, 1999).
- Au fost publicate si alte rezultate ale investigatiilor privind bisfenolii continuti in materiale in contact cu alimentele, supuse la microunde (Sharman si altii, 1995) sau in alimente (Biedermann si altii, 1996; Simoneau si altii, 1999; Hammarling si altii, 2000).
Metode de determinare a migrarii prin GC/MS:
- Teste de migrare efectuate pe mai multe materiale de ambalare si utilizand mai multe medii de extractie, au aratat ca, in unele cazuri, acetonitrilul este un solvent mai eficient decat simulantii alimentari. Cunoscand acest lucru probele au fost supuse, mai intai, extractiei cu acetonitril si doar in cazul in care nivelul valorilor obtinute au depasit limitele, s-a repetat extractia, utilizandu-se simulanti alimentari.
Exemplu: 0,5 dm2 de material de ambalare a fost testat prin imersare in 50 ml acetonitril, 24 ore la 250C. Extractul obtinut a fost analizat prin GC/MS (Jordakova si altii, 2003).
- Alta cale de testare a fost imersia in 50ml de simulanti alimentari (apa distilata, acid acetic 3% si etanol 10%), 10 zile la 400C. Extractul obtinut a fost evaporat pentru uscare, intr-un rotoevaporator sub vid (Büchi, Elvetia) si dupa reluare intr-un ml de acetonitril, a fost analizat prin GC/MS. S-a semnalat o problema in cazul extractiei cu acid acetic 3%, cand dupa 10 zile de extractie lacul a fost dizolvat si, astfel, analiza prin GC nu a mai fost practic posibila. Nivelurile de migrare ale bisfenolilor s-au gasit in probele analizate pentru BPA: 0,63x10-3 - 0,34 mg/dm2 si respectiv pentru: BADGE: 1,49x10-3 - 3,67 mg/dm2; BFP si BFDGE practic nu au fost detectate (Jordakova si altii, 2003).
c) Analize din materiale de ambalare
Determinarea cantitativa a BADGE rezidual in materialele plastice impune ca prim pas, inaintea masurarii, extractia totala a lui BADGE din produsul finit. Ca solvent de gonflare poate fi folosit cloroformul (Paseiro Losada si altii, 1991a), in care BADGE este foarte solubil si materialul polimerului de referinta este insolubil. Tehnica de extractie aleasa a fost fierbere la reflux.
Pentru pasul urmator, masurarea cantitatii de BADGE, se pot folosi mai multe tehnici, respectiv HPLC cu detectie in fluorescenta, alegerea lungimii de unda de excitatie si de emisie, precum si alte tehnici cromatografice prezentate in literature de specialitate (Bronz si altii, 1998, Biedermann si Grob, 1998, Biedermann si altii, 1996, Philo si altii, 1997).
Exemple: Doua tipuri de metode HPLC-RP (cromatografie de lichide de inalta performanta in faza reversa) cu detector de fluorescenta au fost aplicate pentru cuantificarea BADGE in 3 tipuri de recepturi pentru rasini epoxi, bazate pe acest monomer, utilizate ca materiale de acoperire, in contact cu produsele alimentare.
S-au ales conditiile de extractie urmatoare: cloroformul ca solvent pentru extractia BADGE din produsul finit, fie prin refluxare 4 ore (50 ml cloroform pentru 1 g de material), fie doua zile la 500C. Limita de detectie pentru determinarile cromatografice a fost 1,5 µg/L (Lopez-Fabal si altii, 2004).
Principala problema care apare la analizarea acoperirilor plastice termostabile este obtinerea unei probe reprezentative, cu stratul de acoperire de o grosime suficienta, de cateva sute de microni, strat care sa adere puternic la suport.
Pentru recoltarea probei de strat de acoperire exista trei variante:
una mecanica: prin razuirea stratului de acoperire, atunci cand natura filmului de acoperire permite aceasta;
determinarea cantitatii de strat de acoperire prin diferenta (stratul de acoperire este aplicat prin pensulare pe placa din sticla sau dintr-un alt material inert), intre greutatea initiala a placii (nevopsite) si greutatea placii vopsite, greutatea stratului de acoperire calculandu-se prin diferenta;
in cazul cand, din motive tehnice, stratul de acoperire trebuie testat in situ pe suport (de exemplu conservele pentru alimente), problema principala este ca greutatea stratului de acoperire nu este cunoscuta; in acest caz cloroformul este utilizat ca un simulant de alimente "special", concentratia monomerului in acest solvent fiind determinata in conditii stabilite de timp de contact si temperatura de extractie, care asigura stabilitatea tuturor monomerilor nepolimerizati (Lopez-Fabal si altii, 2004).
- Novolac glicidil eter (NOGE)
Pentru a fi analizati, derivatii NOGE cu grupe epoxi trebuie separati de compusii polari ai alimentului, in scopul prevenirii pierderilor ca urmare a reactiilor secundare. Probele sunt omogenizate si, apoi, extrase intr-un solvent polar. Derivatii NOGE sunt astfel separati de ulei, prin extractie in acetonitril si analizati prin LC- RP (cromatografie de lichide in faza reversa) cu detectie de fluorescenta. Hidroliza grupelor functionale epoxi si clorohidroxi la dioli poate ajuta analiza. Limitele de detectie variaza in limite largi, in functie de interferentele componentilor alimentului, dar limitele legale sub 1 mg/kg pot fi cu greu impuse (Brem si altii, 2001).
Un component major eliberat de rasinile pe baza de Bisfenol A a fost identificat ca fiind dimerul ciclo-(Bisfenol A monoglicidil eterului) si este, de obicei, prezent in alimente intr-o concentratie de circa 1 mg/kg. Pentru rasinile epoxi Novolac, concentratiile amestecurilor de compusi cu trei pana la sase inele, adesea, depasesc cu mult pe cele de BFDGE (Bisfenol F diglicidil eter) si ajung la 20 mg/kg de aliment. Doua etape de acilare sunt propuse pentru detectia componentilor epoxi (Biedermann si altii, 1998).
In Elvetia, NOGE nu este acceptat ca un component al acoperirii care vine in contact cu alimentele. Aici, legislatia cere ca atat NOGE, cat si BFDGE sa nu depaseasca limita de detectie de 20 µg/kg de aliment.
Unele acoperiri ale conservelor eliberereaza epoxi-Novolac in loc de epoxi-Bisfenol-A. De exemplu, BFDGE poate fi un compus al lui NOGE, cu doua inele si ca atare au fost analizati, in trecut, in mod uzual, impreuna (Simal Gandara si altii, 1992). In contradictie cu reactia dintre fenol si acetona (rezultand Bisfenol A), condensarea dintre fenol si formadehida poate decurge atat in pozitia orto cat si in pozitia para a fenolului. De aceea, BFDGE consta in trei izomeri si este, intotdeauna insotit de compusi cu trei sau mai multe inele. Deci, NOGE, ca o alternativa strans legata de BADGE, este un amestec complex.
In trecut (Biedermann si altii, 1996), oligomeri ai lui BADGE si NOGE cu mai mult de doua inele au fost analizati prin diferite metode LC-NP.
- O noua metoda, cromatografia lichida cu faza normala (LC- NP) si gradient de elutie, permite analiza unei game largi de oligomeri ai lui BADGE si derivati de NOGE in alimentele conservate, cum ar fi alimente marine in ulei, produse din carne si supe (Biedermann, M. si altii, 1998). Metoda se utilizeaza, de exemplu, pentru analizarea:
probelor de alimente, cand pentru analiza fazei uleioase, este necesara prepararea unei solutii 10% a acestui ulei, folosind ca solvent un amestec diclormetan:pentan (15:85); intreaga proba este omogenizata, apoi, cu apa (1:1); 1 ml din emulsia rezultata a fost extras cu 5 ml de solutie diclormetan:pentan (15:85);
probelor de cutii, cand conservele sunt umplute cu acetonitril si lasate la temperatura camerei, 24 ore; la 1 ml de extract in acetonitril se adauga 1 ml de solvent diclormetan:pentan (15:85) si solutia rezultata este adusa la 25 ml cu apa.
Extractele rezultate sunt analizate, in continuare, prin cromatografie de lichide (LC).
Limitele de detectie pentru BADGE si BFDGE au fost 10 µg/kg si 300 µg/kg pentru amestecul complex de NOGE (Biedermann si altii, 1998).
- Oligoesteri ciclici
Metoda descrisa se poate aplica si
lacurilor pentru conserve, bazate pe rasini poliesterice, fiind focalizata pe
identificarea si cuantificarea migrarii componentelor cu potential resorbabil
(<1000Da) (Schaefer si altii, 2004, part.2). Se descrie o procedura care
optimizeaza hidroliza migrantilor la monomerii lor, respectiv acizi si polioli.
Poliolii au fost identificati prin GC-FID (cu detector de ionizare in flacara)
si acizii prin HPLC cuplata cu detector selectiv de masa, de ionizare
electronica (electrospray) (HPLC-ESI-MSD/UVD). Un oligomer ciclic, Ciclo [3 IPA
(acid isoftalic) 3 TPA (acid tereftalic)] a fost sintetizat si caracterizat,
prin metode spectrofotemetrice (IR,
- Acetaldehida poate migra in alimente sau bauturi din acoperirile poliesterice ale conservelor.
Reglementarile UE si, respectiv, in
Metodologie analitica
conf. STAS 6182/37-75
pregatire proba: - in extract apos;
- in extract acetic;
determinare: - metoda spectrofotometrica: proba de analizat, decolorata cu carbune activ se trateaza cu piperidina si nitroprusiat de sodiu, obtinandu-se un compus de culoare verde pana la violet a carui intensitate se masoara spectrofotometric la lungimea de unda de 570 nm; sensibilitatea metodei este de 0,04 mg acetaldehida;
metoda titrimetrica: se distila acetaldehida din proba si se prinde sub forma de acid etanolsulfonic intr-un vas care contine bisulfit de sodiu; acidul etanolsulfonic se titreaza cu solutie de iod; sensibilitatea metodei este de 0,25 mg acetaldehida.
- Fenol
Fenol rezidual poate migra in alimente din acoperirile fenol-formadehidice si epoxi-fenolice ale conservelor.
Reglementarile UE si, respectiv in
Pentru fenol (derivati fenolici) in Ordinul MS nr. 975/1998 era prevazut LMS: 1 mg/kg, dar ultimile norme nu mentioneaza restrictii.
Metodologie analitica
pregatire proba: - solutia probei de analizat intr-un solvent corespunzator (acetona, metanol, toluen, amestec acetona-toluen) conform SR EN ISO 8974/1994;
determinare: - metoda prin cromatografie in faza gazoasa, conform SR EN ISO 8974/1994, utilizand un detector de ionizare cu flacara si un etalon intern (m-cresol, anisol); fidelitatea la un continut de fenol rezidual £2% (m/m) (repetabilitate: 0,1% (m/m); reproductibilitate: 0,2% (m/m)), la un continut de fenol rezidual >2% (m/m) (repetabilitate: 5% (in valoare relativa); reproductibilitate: 10% (in valoare relativa));
- metoda calitativa (metoda Arhanghelova): se bazeaza pe formarea nitrofenolilor la actiunea HNO3 conc. asupra solutiei apoase de fenol, se formeaza acid picric, care imprima solutiei o coloratie galbena, a carei intensitate este functie de concentratia de fenol din proba; intensitatea culorii este masurata prin spectrofotometrie UV/VIS, la 430 nm.
- Aldehida formica libera poate migra in alimente din acoperirile fenol-formaldehidice ale conservelor.
Pentru formaldehida in Ordinul MS nr. 975/1998 era prevazut LMS: 6 mg/kg, dar ultimile norme prevazute in HG nr. 1197/2002 si HG nr. 512/2004 modifica LMS(T) la 15 mg/kg, incluzand si hexametilentetramina.
Metodologie analitica
pregatire proba: - solutie apoasa sau intr-un solvent organic a probei de analizat;
determinare: - metoda clorhidratului de hidroxilamina: se aplica pentru rasinile fenolice si furanice (conform SR EN ISO 9397/2002); principiu al metodei: formaldehida libera din proba de analizat reactioneaza cu hidroxilamina formand o oxima, iar acidul clorhidric format este determinat prin titrare potentiometrica cu o solutie de hidroxid de sodiu:
![]() H2C=O + H2N-OH*HCl H2C=N-OH + HCl + H2O
H2C=O + H2N-OH*HCl H2C=N-OH + HCl + H2O
repetabilitate: 0,2% (m/m) formaldehida; reproductibilitate: 0,4% (m/m) formaldehida;
- metoda HPLC -derivatizare cu 2,4-dinitrofenil hidrazina pentru care limita de detectie a fost: 1 mg/kg in alimente si bere si 2 mg/kg in alte bauturi din conserve (MAFF UK, 1998);
- metoda cu acid fucsin-sulfonic: formaldehida (din solutie apoasa) in prezenta acidului fucsin-sulfonic (reactiv Schiff) da o coloratie rosie-violacee, diferita de culoarea rosie a solutiei rasinii de baza; prin adaugare de HCl conc., culoarea trece in albastru-violet care persista mult timp (Cotrau si Proca, 1988); intensitatea culorii este masurata prin spectrofotometrie UV/VIS, la 570 nm.
- Epiclorhidrina poate migra din acoperirile pe baza de epoxi ale conservelor.
Reglementarile UE si, respectiv, in
1 mg/kg (CM).
pregatire proba: - din solutie apoasa
- extract intr-un solvent adecvat (ex. tetraclorura de carbon) (din probe de apa sau de alimente).
metode utilizate: - metoda prin spectroscopie IR (limita de detectie: 3 mg/l);
- metoda prin cromatografie in faza gazoasa (Raport Environmental Health, 1984);
- metoda prin cromatografie in faza gazoasa cuplata cu spectrometrie de masa (limita de detectie: 40 µg/l); limita de detectie: 0,02mg/kg (MAFF UK, 1999);
-metoda prin oxidare cu periodat de potasiu (metoda calitativa): epiclorhidrina este oxidata cu periodat de potasiu in mediu acid cu formarea aldehidei formice
H2O
![]()
![]()
![]() CH2 CH CH2Cl + HJO4 3 H2C =
O + HJO3 + HCl
CH2 CH CH2Cl + HJO4 3 H2C =
O + HJO3 + HCl
![]()
![]()
O
aldehida formica este dozata in continuare prin reactia cu acidul fucsin-sulfonic (reactiv Schiff); concentratia de formaldehida (respectiv epiclorhidrina) in proba, este apreciata prin compararea coloratiei solutiei cu o scara colorimetrica.
- Amine ( alifatice primare si secundare, aromatice)
- determinare: - metoda de identificare a aminelor (metoda calitativa): extractul apos se trateaza cu un reactiv preparat din sulfat de Ni si solutie de dimetil-glioxima. Solutia verzuie rezultata se coloreaza in rosu sau precipita. Culoarea rosie indica prezenta aminelor.(Numai bazele extrem de slabe nu dau acesta reactie) (Albert si altii., 1970).
Trimetilamina
- determinare: - metoda gaz-cromatografica cuplata su spectrometria de masa (GS-MS) utilizand o coloana cu polietilenglicol a fost folosita pentru analiza speciilor volatile de trimetilamina (TMA) (Bir si Tutic, 2002).
- Etilenglicol poate migra
din lacurile pentru conserve, bazate pe rasini poliesterice Reglementarile UE
si respectiv, in
30 mg/kg(LMS).
determinare: - metoda prin oxidare cu periodat de potasiu: etilenglicolul este extras in benzen, etilenglicolul este distilat din extractul benzenic si apoi se oxideaza cu periodat de potasiu la formaldehida (Albert si altii., 1970).
Apoi se dozeaza colorimetric, ca formaldehida, cu ajutorul acidului fucsin-sulfonic (reactiv Schiff) sau acid cromotropic (Cotrau si Proca, 1988).
- Acid trimelitic poate migra din acoperirile pe baza de epoxi anhidride
Migrarea acidului trimelitic si a esterilor sai din acoperirile pe baza de epoxi anhidride a fost determinata atat in simulant (un amestec din simulantii B si C impusi de UE: solutie apoasa de acid acetic 2% + solutie apoasa de etanol 10% ) cat si in conserva.
Valoarea medie a migrarii in aliment a fost de 900 µg/kg (migrarea se face in special ca esteri, a caror structura nu este cunoscuta).
Limita legala in Elvetia pentru acidul trimelitic este de 5 mg/kg strat de acoperire (CMT) (Fankhauser- Noti, A. si altii, 2004).
Aceeasi limita este prevazuta si de normele noastre: HG nr. 1197/2002 si HG nr. 512/2004, respectiv in produsul finit, CMT (incluzand anhidrida trimelitica) este 5 mg/kg.
Migrarea metalelor grele
Migrarea metalelor grele din acoperirile de protectie ale conservelor pentru alimente nu a fost mentionata in reglementarile EU precum si in normele nationale prevazute in HG nr.1197/2002 si HG nr.512/2004. Ordinul M.S. nr.975/1998 prevede insa, pentru materiale plastice, ca indicatori generali, limite de migrare specifice, respectiv pentru Plumb: 0,1ppm si Cadmiu: absent; alte limite fiind prevazute in functie de receptura materialului pentru: Zinc: 10ppm, Arsen: 0,1ppm, Cobalt: 0,1ppm, Bismut si Bariu absente;Cuprul este limitat in extract la 3ppm, numai pentru cauciuc.
Totusi recente reglementari EU, amendamente la Regulamentul nr.466/2001, se refera la controlul Staniului in alimentele conservate:
Directiva nr.16/2004/CEE stabileste metoda de esantionare si analiza pentru controlul oficial al Staniului in alimentele conservate.;
Regulamentul nr.242/2004/CEE limiteaza nivelul maxim de 200 mg/kg pentru Staniul anorganic in alimentele conservate si de 100 mg/kg in bauturile conservate.
Pe plan national, Ordinul M.S. nr.975/1998 restrictioneaza continutul de metale grele in alimentele conservate , si anume pentru: Arsen, Cadmiu, Plumb, Zinc, Cupru, Staniu, Mercur.
Metodologia analitica
Trebuie sa cuprinda: a) testarea migrarii specifice a metalelor grele din simulanti alimentari
pregatirea probei: - in extract apos ;- in extract acetic;
determinare: - spectrofotometrie de absorbtie atomica (GAAS, FAAS);
b) determinarea continutului de metal din alimente conservate
pregatirea probei: - consta in mineralizarea probei pe cale umeda, astfel:
-conform STAS 5954/1-1986, in cazul conservelor de legume si fructe;
-conform STAS 10542/1-1986, in cazul conservelor de carne si conservelor
mixte de legume cu carne.
- determinarea Staniului : - metoda spectrofotometrica (UV/VIS) cu violet de pirocatechina dupa
(conform STAS 7119-91) extractie in toluen;
- metoda spectrofotometrica (UV/VIS) cu fenilfluorona;
- metoda spectrofotometrica (UV/VIS) cu quercetina.
- determinarea Plumbului : - metoda spectrofotometrica (UV/VIS) cu ditizona.
(conform STAS 5955-86)
- determinarea altor metale grele - metode spectrofotometrice (FAAS, GAAS, ICP-OES).
CAPITOLUL 6
CONCLUZII
Calitatea materialelor de ambalare si ambalajelor, precum si tehnologiile de ambalare trebuie sa fie la nivelul celor practicate de tarile dezvoltate, respectiv sa raspunda exigentelor impuse, in principal, de piata Uniunii Europene.
Securitatea materialelor de ambalare se bazeaza pe asigurarea ca, in timpul contactului cu alimentele, substante chimice nesigure nu migreaza din material in alimente.
Lacuri de acoperire sunt utilizate la confectionarea cutiilor metalice destinate conservarii produselor alimentare, in scopul protejarii fata de reactia cu alimentul continut, cat si fata de coroziunea atmosferica. Tipurile de lac utilizate in acest scop se clasifica dupa natura chimica in: epoxidice, fenolice, epoxi-fenolice; poliesterice; epoxi-anhidride; epoxi-amine; epoxi-amino-anhidride si pe baza de rasini vinilice. Alegerea lacului potrivit se face, atat dupa natura chimica, cat si in functie de actiunea agresiva a constituentilor produsului ambalat.
In cadrul studiului s-a urmarit:
- determinarea gradului de stabilitate al acoperirilor pentru conserve in sistemul produs alimentar-ambalaj. Acesta presupune testarea migrarii globale de componenti si a migrarilor de componenti specifici, in lichide de extractie-model. Simulantii alimentari au fost alesi ca modele ale categoriilor de alimente de baza : medii apoase, acide, alcoolice si grasimi.
- identificarea cerintelor legislatiei europene si ale legislatiei nationale specifice pentru acoperirile de protectie ale conservelor, exprimate prin limite de migrare specifice (LMS) din extractele adecvate si prin cantitati maxime de substante (CM) in produsul finit pentru migrantii potentiali ai acestora.
- prezentarea metodologiei analitice de testare cuprinzand:
I. tehnici cromatografice de inalta performanta (cel mai frecvent utilizate pentru analiza bisfenolilor si bisfenolilor diglicidil eterilor) :
- metode cromatografice de lichide de inalta performanta (HPLC/FLD, HPLC/UVD,
HPLC/ESI-MSD, HPLC-RP);
- metode gaz-cromatografice (GC, GC-MS).
II. metode spectrofotometrice (UV/VIS, IR, RMN, AAS, MS);
III. metode analitice: cantitative (dozari titrimetrice, potentiometrice, iodometrice) si calitative.
Dintre acestea numai cele de inalta performanta permit atingerea limitelor de detectie si cuantificare impuse de cerintele UE, referitoare la metodologia de testare a lacurilor pentru conservele alimentare. Armonizarea metodologiei de testare igienico-sanitara a ambalajelor (cutii pentru conserve) va avea la baza, pe cat posibil, aceste tehnici de analiza, pentru asigurarea conformitatii cu recomandarile internationale si noi normative nationale referitoare la materialele care vin in contact cu alimentele.
BIBLIOGRAFIE
|
|
Albert, F., Barbulescu, N., Holszky, C., 1970, Analiza Chimica Organica, Ed.Tehnica, Bucuresti, p.183-185, p.331-332 |
|
|
Baner, A., Bieber, W., Figge, K., Franz, R., Piringer, O., 1992, Food Additives and Contaminants.9(2),p.137-148. |
|
|
Begley, T.H., Biles, J.E.,Hollifield, H.C., 1991, J.Agric.Food. chem.., 39, p.1944-1945 |
|
|
Bidermann, M., Grob, K., 1998, Food Add. Contam., 15 (5), p.609-618 |
|
|
Bidermann, M., Grob, K., Bronz, M., Curcio, R., Huber, M., Lopez-Fabal, M. F., 1996, Mitt. Gebiete Lebensmit-Hyg., 87, p.547-558 |
|
|
Biedermann, M., Grob, K., 1998, Food contamination from epoxy resins and organosols used as can coatings: analysis by gradient NPLC, Food Additives and Contaminants, vol.15, no.5, p.609-618. |
|
|
Biedermann, M., Grob, K., Bronz, M., Curcio, R., Hubber, M., Lopez-Fabal, F.,1996, Mitt.Geb.Lebensmittelunters.Hyg.,87,p.547-558 |
|
|
Biles , J. E., McNeal, T. P., Begley, T. H., 1997, J. Agric. Food Chem., 45, p.4697-4700 |
|
|
Bir, D.; Tutin, K., 2002, Quantitation of Trimethyl Amine by Headspace Gas Chromatography - Mass Spectrometry Using a Base-Modified Column, Journal of Chromatografic Science, vol.40, no.6, p.337 |
|
|
Brede,
C., Skjevrak, |
|
|
Brem,S., Grob, K., Biedermann, M., 2001, Method for determining novolac glicidil eter (NOGE) and its chlorohydrins in oily canned foods, Food Additives and Contaminants, vol.18, no.7, p.655-672 (18). |
|
|
Bronz, M., Bidermann, M., Grob, K., 1998, Mitt. Gebiete Lebensmit-Hyg.,89(3), p.327- 338 |
|
|
Bugajski,
J. 1991, Corrosion rsistance of
tinplate. Selected problems, Technical
Bulletin, |
|
|
Cotrau, M., Proca, M., Toxicologie Analitica, 1988, Ed.Medicala, Bucuresti, p.174-176 |
|
|
Enachescu, M., 1995, Fruit and vegatables processing, FAO Agricultural Services Bulletin No.119 |
|
|
Fankhauser- Noti, A., Grob, K., 2004, Migration of trimelitic acid from epoxy anhydride can coatings into foods, Food Additives and Contaminants, vol.21, no.7, p.711-718 (8) |
|
|
Franz, R., Rijk, R., 1997,Measurements and Testing Programme. Report EUR 17610 EN |
|
|
Gherghi, A., 1999, Prelucrarea si industrializarea produselor horticole, Ed.Olimp, Bucuresti, p.38 |
|
|
Goodson,
A., Summerfield, W.si Cooper, |
|
|
Hammarling, L., Gustavsson, H., Svensson, K., Oskarsson, A., 2000, Food Additives and Contaminants, 17, p.937-943 |
|
|
Howe, S.R., Borodinski L., 1998, Food Add. Contam., 3, p.370-376 |
|
|
Jordanova, I., Dobias, J., Voldrich, M., Poustka, J., 2003, Determination of Bisphenol A, Bisphenol F, Bisphenol A Diglycidyl Ether and Bisphenol F, Bisphenol F Diglycidyl Ether Migrated from Food Cans using Gas Chromatography-Mass Spectrometry, Czech J.Food Sci., 21, p.85-90 |
|
|
Lambert, C., Larroque, M., 1997, J. Chromatogr. Sci., 35, p.57-62 |
|
|
Lopez-Fabal, M.F., Perez-Lamela, C., Creus-Vidal, J.M., Paseiro Losada, P., Determination of bisphenol a diglycidyl ether in plastic materials based on epoxy resins, 2000, Cienc.Tecnol. Aliment., Vol.3, No.1, p.6-12 |
|
|
MAFF
|
|
|
MAFF
|
|
|
Marinescu,
I., Opris, |
|
|
Mircea, |
|
|
Moller, L., Helweg, C., Pratt, C., Worup, A., Skak, C., 2004, Evaluation of Alternatives for Compounds under Risk Assessment in the EU, Bisphenol A, Report Enviromental Project No.901 |
|
|
Mountfort, K., Kelly, J., Jickells, S. M., Castle, L., 1997, Food Add. Contam., 14, p.737-740 |
|
|
Paseiro Losada, P., Paz Albuin, S., Vasquez Oderiz, L., Simal Lozano, J., Simal Gadara, J., 1991a, J.Chromatogr., 585, p.75-81 |
|
|
Paseiro Losada, P., Perez Lamela, C., Lopez Fabal, M.F., Sanmartin Fenollena, P., Simal Lozano, J., 1997, J. Agric. Food Chem., 45, p.3493-3500 |
|
|
Paseiro-Losada, P., Lopez-Fabal, M.F., Perez-Lamela, C., Sanmartin-Fenollera, P., Paz-Abuin.S., 1999, Two RP- HPLC to quantify and identify bisphenol A diglycidylether (BADGE): European Union fatty food simulant (olive oil), Cienc.Tecnol. Aliment., vol.2, no.4, p.202-209 |
|
|
Peteresen,
H., |
|
|
Philo, M., Damant, A.P.M., Castle, L., 1997, Food Add. Contam., 14 (1), p.75-82 |
|
|
Popa,C.,Turtoi, M., Turtoi, Ghe., 1998, Materiale utilizate in industria alimentara, Ambalaje, Manualul Inginerului de Industrie Alimentara, Ed.Tehnica, Bucuresti, p.227-229. |
|
|
Poutkova,
I. , Dobias, J., Steiner, |
|
|
Salmen,
K., Rybak, K., Poon, K., Report |
|
|
Schaefer, A., Maß, S., Simat, T.J., Steihart,H., 2004, Migration from can coatings: Part 1. A size-exclusion chromatographic method for the simultaneous determination of overall migration and migrating substances below 1000 Da, Food Additives and Contaminants, vol.21, no.3, p.287-301 (15) |
|
|
Schaefer, A., Ohm, V.A., Simat, T.J., 2004, Migration from can coatings: Part 2. Identification and quantification of migrating cyclic oligoesters below 1000 Da, Food Additives and Contaminants, vol.21, no.4, p.377-389 (13) |
|
|
Schaefer, A., Simat, T.J., 2004, Migration from can coatings: Part 3. Synthesis, identification and quantification of migrating epoxy-based substances below 1000 Da, Food Additives and Contaminants, vol.21, no.4, p.390-405 (16) |
|
|
Sharman,
M., |
|
|
Simoneau, C., Theobald, A., Hannaert, P., Roncari, P., Roncari, A., Rudolph, T., Ankalm, E., 1999, Food Add. Contam., 16, p.189-195 |
|
|
Tice, P.A., 1993, (PIRA laboratory), comunicare personala |
|
|
Turtoi,
M., 2001, Materiale de ambalaj si ambalaje pentru produsele alimentare, Ed.
ALMA - |
|
|
Vizireanu, C., 2003, Procedee de conservare folosite in industria alimentara, Buletin AGIR, nr.3 |
|
|
Yoshita T., Horie M., Hoshino Y., Nakazawa H., 2001, Determination of bisfenol A in canned vegetables and fruit by performance liquid chromatography, Food Additives and Contaminants, 18, p.69-75 (7) |
|
|
*** Bakelite AG, TP Tech.Phenolic Resins |
|
|
*** CANCO Workshop, 2002, Ensuring the safety of consumers: can coatings for direct food contact, section 4 of final report, part 1 |
|
|
*** Curs, 2002-2003, Bazele merceologiei, Universitatea Eftimie Murgu-Resita |
|
|
***
International Programme on Chemical Safety "INCHEM", 1984, Report Enviromental
Health Criteria 33, Epichlohydrin, |
|
|
*** Metal Packaging Manufactures Association MPMA, Report Protective and Decorative Coatings |
|
|
SR CEN/TS 1423:2003 "Materiale si articole in contact cu produsele alimentare. Acoperiri polimerice pe substraturi de metal. Ghid pentru selectia conditiilor si metodelor de incercare a migrarii globale" |
|
|
SR EN ISO 10203:1994 "Produse plate laminate la rece, stanate electrochimic" |
|
|
SR EN ISO 9397:2002 "Mase plastice. Rasini fenolice. Determinarea aldehidei formice libere" |
|
|
SR ISO 8974:1998 "Materiale plastice. Rasini fenolice. Determinarea fenolului rezidual prin cromatografie in faza gazoasa" |
|
|
STAS 10542/1-86 "Carne si produse din carne. Mineralizarea probelor in vederea determinarii metalelor si arsenului" |
|
|
STAS 1687/1-81 "Ambalaje metalice. Cutii cilindrice pentru conserve. Conditii tehnice generale de calitate" |
|
|
STAS 1687/2-82 "Ambalaje metalice. Cutii cilindrice pentru conserve. Dimensiuni" |
|
|
STAS 5954/1-86 "Produse de legume si fructe. Mineralizarea probelor in vederea determinarii metalelor" |
|
|
STAS 5955-86 "Conserve alimentare. Determinarea plumbului" |
|
|
STAS 6182/37-75 "Vin. Determinarea acetaldehidei" |
|
|
STAS 7119-91 "Conserve alimentare. Determinarea staniului" |
