Tehnologia structurilor micromecanice
Tehnologia de executie a substratului pentru plachete de siliciu
Prelucrarea plachetelor de siliciu
Plachetele de siliciu constituie substratul pentru majoritatea structurilor micromecanice ( fig.2.1. )
Siliciul necesar pentru realizarea dispozitivelor semiconductoare trebuie sa indeplineasca doua conditii:
- puritate foarte inalta ![]()
![]() continutul de impuritati naturale,
adica un atom de
continutul de impuritati naturale,
adica un atom de
corp strain la mai mult de miliard atomi de
siliciu);
- structura monocristalina
In natura siliciul se
gaseste cu precadere sub forma de bioxid de siliciu.
Cuartita, o forma relativ pura a bioxidului de siliciu, este
redusa prin topire in combinatie cu carbunele la siliciu
metalurgic, avand o puritate de ![]() 98%. Acesta este
pulverizat si combinat cu acid clorhidric gazos, fiind obtinuta
o halogenura-triclorsilan (
98%. Acesta este
pulverizat si combinat cu acid clorhidric gazos, fiind obtinuta
o halogenura-triclorsilan (![]() ) - care este
purificata prin distilari succesive. Siliciul de puritate
electronica rezulta din triclorsilan printr-un proces de depunere
chimica din faza gazoasa, intr-o atmosfera de hidrogen
foarte pur, pe suprafata unei bare de siliciu de mare puritate. Din acest
material policristalin se obtine siliciul monocristalin prin tragere
(crestere) din topitura (metoda Czochralski - cea mai raspandita
pentru obtinerea siliciului utilizat in micromecanica) sau prin
topire (flotare) zonara (metoda 'Float Zone' bazata pe
controlul formei unei regiuni topite a lingoului de siliciu policristalin de
catre tensiunea superficiala in campul creat prin inductie de
radiofrecventa). Rezultatul
este un lingou de siliciu monocristalin cu proprietati mecanice
(diametru, suprafata), fizice (perfectiune cristalina,
rezistivitate) si chimice (continutul de oxigen, carbon si
metale grele) perfect controlate. El reprezinta semifabricatul de la care
incepe procesul de prelucrare a plachetelor de siliciu. Acesta consta din
urmatoarele operatii:
) - care este
purificata prin distilari succesive. Siliciul de puritate
electronica rezulta din triclorsilan printr-un proces de depunere
chimica din faza gazoasa, intr-o atmosfera de hidrogen
foarte pur, pe suprafata unei bare de siliciu de mare puritate. Din acest
material policristalin se obtine siliciul monocristalin prin tragere
(crestere) din topitura (metoda Czochralski - cea mai raspandita
pentru obtinerea siliciului utilizat in micromecanica) sau prin
topire (flotare) zonara (metoda 'Float Zone' bazata pe
controlul formei unei regiuni topite a lingoului de siliciu policristalin de
catre tensiunea superficiala in campul creat prin inductie de
radiofrecventa). Rezultatul
este un lingou de siliciu monocristalin cu proprietati mecanice
(diametru, suprafata), fizice (perfectiune cristalina,
rezistivitate) si chimice (continutul de oxigen, carbon si
metale grele) perfect controlate. El reprezinta semifabricatul de la care
incepe procesul de prelucrare a plachetelor de siliciu. Acesta consta din
urmatoarele operatii:
. Slefuire
cilindrica exterioara (de rotunjire) monocristal la diametrul necesar,
realizata pe principiul rectificarii cilindrice exterioare cu sau
fara materializarea centrelor
si folosind ca scula un disc diamantat. In cazul transportului
si manevrarii automate ale
plachetelor, toleranta la diametrul prelucrat este limitata la ![]() μm
μm
. Prelucrarea, in lungul cilindrului obtinut, a
uneia sau mai multor tesituri ('taieturi
secante' sau flats) plasate la un unghi bine determinat
fata de anumite plane cristalografice
de interes functional. Taietura principala (mai mare) are rol
tehnologic de orientare mecanica a plachetelor, cu sisteme automate, in
dispozitivele de lucru.
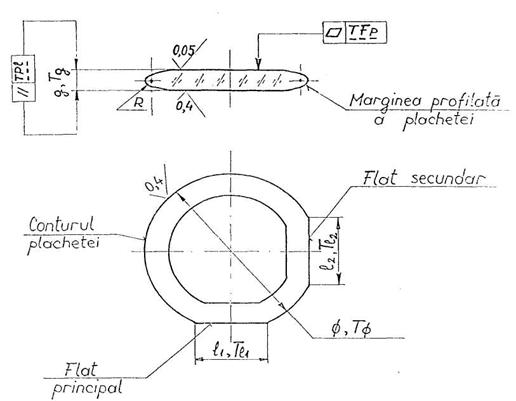
Fig.2.1. Conditii tehnice cerute, plachetelor de Si
Taieturile
secundare servesc la identificarea vizuala rapida a orientarii
cristalografice si tipului de conductibilitate ale materialului.
Prelucrarea este o slefuire plana realizata cu o scula
diamantata, pe principiul rectificarii suprafetelor plane.
Operatia de slefuire a tesiturilor este intercalata cu
operatii de control al pozitiei fata de reteaua
cristalina (control realizat prin difractie electronica,
utilizind un goniometru cu raze X) si de orientare in dispozitivul de
prindere, cu care, apoi bara de material este montata pe masa
masinii. Toleranta la latimea tesiturilor este
limitata la ![]() μm, iar pe conturul
semifabricatului slefuit nu sunt admise sparturi si
microondulatii.
μm, iar pe conturul
semifabricatului slefuit nu sunt admise sparturi si
microondulatii.
. Taierea lingoului de siliciu (debitare) in plachete cu ajutorul unui disc diamantat, prin galvanostegie, pe coroana interioara. Lingoul este blocat cu rasina epoxidica pe un suport plan de grafit, material preferat datorita avantajelor sale: usor si precis de prelucrat mecanic, coeficient mic de dilatare termica. In timpul taierii, orientarea cristalografica a suprafetei plachetelor este monitorizata cu un sistem cu raze X. Lingoul si scula sint racite cu jet de apa, atat pentru a impiedica supraincalzirea locala, cat si pentru a indeparta reziduurile rezultate in urma taierii. Masina lucreaza in ciclu automat, fiind programati urmatorii parametri importanti ai procesului:
- limitele de taiere: de exemplu, pachete de maximum 30 plachete; dupa taierea fiecarui pachet, se verifica curbura lingoului, grosimea, curbura si starea suprafetelor ultimei plachete;
- turatia discului: 2100 rot/min;
- viteza de avans a lingolui: 10..20
mm/min (![]() 0,0050,01 mm/rot);
se urmareste ca
0,0050,01 mm/rot);
se urmareste ca
stratul superficial perturbat sa fie cat mai mic; chiar si asa,
grosimea acestui strat atinge
50..125 μm si trebuie indepartat la prelucrarile
urmatoare;
- grosimea de taiere g = a + b, a - grosimea plachetei debitate (grosimea plachetelor finale se stabileste proportional cu diametrul, astfel incit plachetele sa reziste cat mai bine la deformarile elastice si plastice pe care le vor suferi in timpul proceselor termice; la aceasta grosime finala se prevede un adaos de prelucrare de marimea stratului perturbat), b - grosimea discului (0,2 - 0,3 mm, functie de diametrul sau).
. Desprinderea plachetelor de pe suportul de grafit sub jet de apa calda si indepartarea urmelor de rasina prin degresare-decapare. Plachetele, introduse in cosulete de propilena, sunt imersate in bai succesive, cu urmatorul continut:
- detergent cald ultrasonat; urmeaza o spalare cu jet de apa calda;
- amestec sulfocromic (acid sulfuric + anhidrida cromica) la 80°C; urmeaza o spalare cu apa deionizata;
- acid azotic ultrasonat; urmeaza o spalare cu apa deionizata;
- alcool; urmeaza uscarea in vapori de freon.
Inainte de a se trece la urmatoarea operatie de prelucrare mecanica, este realizata o selectie a plachetelor, respectiv clasarea lor pe grosimi cu abateri in intervalul ± 10 μm
. Slefuire plan-paralela, realizata pe principiul lepuirii plane mecanice. Operatia are drept scop: reducerea grosimii pana la valoarea dorita si incadrarea ei intr-o anumita toleranta, indepartarea stratului ecruisat in timpul taierii, obtinerea paralelismului dintre suprafetele plachetei si a unei planitati uniforme a acestora in limitele a 3-5 μm, asigurarea acuratetei suprafetelor (eliminarea defectelor de suprafata - zgarieturi - ce ar reprezenta imperfectiuni nedorite in placheta de siliciu).

Fig.2.2. Mecanism pentru slefuire, plan - paralela
colivie placheta (piesa) 3 - disc de rodare (scula) CIR centrul instantaneu de rotatie ; d latimea sculei.
Pentru obtinerea plan-paralalelismului, plachetele sunt prelucrate simultan cu doua scule, iar constructia masinii trebuie sa asigure pozitia reciproca corecta dintre ele. Este utilizat un mecanism cu discuri in forma de coroana circulara (platanele - scula superior si inferior) si colivii (in care sunt amplasate plachetele) ca sateliti ai unui planetar. Cele doua scule, confectionate din fonta, au suprafata activa intrerupta de canale in arc de cerc pentru eliminarea surplusului abraziv si a aschiilor rezultate din prelucrare, ceea ce imbunatateste conditiile de lucru. Solutia constructiva adoptata pentru antrenarea coliviilor o reprezinta, obisnuit, un angrenaj dublu cu bolturi, prezentand avantajul unei executii simple (mai ales pentru inelul exterior) comparativ cu angrenajele cu roti dintate, o comportare mai buna la socuri, el fiind recomandat pentru mecanisme cu viteze si incarcari relativ mici care lucreaza in medii murdare. Masinile cu ciclu de lucru automat sint prevazute cu un dispozitiv de control activ al dimensiunii prelucrate (grosimea necesara a plachetelor), precum si cu un dispozitiv de corectie a suprafetei platanelor-scula prin rectificarea acestora. Presiunea de lucru este aplicata hidraulic prin intermediul discului scula superior. Reversibilitatea sensului de rotatie al platanelor si coliviilor, precum si variatia continua a turatiei acestora asigura varietatea miscarilor ceruta de o buna lepuire (fig.2.2).
Datorita vitezelor
tangentiale diferite in punctele de contact discuri de rodare (platanele- scula)
- piese (plachetele de siliciu), piesele aflate
spre marginea coliviei sufera o prelucrare
mai puternica decit cele situate mai aproape de centru, ceea ce face
ca piesele sa
aiba suprafata usor curbata sau inclinata.
Pentru ca aceste abateri sa fie minime,
trebuie ca CIR (centrul instantaneu de
rotatie) sa fie situat in afara coliviei, adica
r/R ![]() l/4..5 sau d/R
l/4..5 sau d/R ![]() l/2..3.
l/2..3.
Variatia
uzurii discurilor de rodare (fig.2.3)
este dependenta de modul de echipare
a coliviei cu piese. Se obtine o uzura
aproape simetrica in raport cu latimea 'd'
a discurilor de rodare pentru R = l,8 c si un raport optim de turatii ![]()
![]()
Profilul de uzura concav, ![]() , cel mai dezavantajos,
rezulta atunci cand sunt prelucrate piese circulare de dimensiunile
coliviei sau cand colivia este echipata complet. Un profil de uzura
mai bun,
, cel mai dezavantajos,
rezulta atunci cand sunt prelucrate piese circulare de dimensiunile
coliviei sau cand colivia este echipata complet. Un profil de uzura
mai bun, ![]() apare la prelucrarea unei piese in
forma de coroana circulara , fiind confirmata astfel regula
practica de amplasare a pieselor spre periferia coliviei. Prin calcule de
optimizare (dimensiunile elementelor constructive si valorile parametrilor
cinematici) poate fi gasit un profil de uzura,
apare la prelucrarea unei piese in
forma de coroana circulara , fiind confirmata astfel regula
practica de amplasare a pieselor spre periferia coliviei. Prin calcule de
optimizare (dimensiunile elementelor constructive si valorile parametrilor
cinematici) poate fi gasit un profil de uzura, ![]() , aproape uniform,
corespunzator unei echipari mai dense a zonei de la marginea coliviei
in raport cu cea din apropierea axei. Forma si dimensiunile pieselor
insa limiteaza aceasta cerinta. Se observa
ca diametrul coliviei trebuie sa fie ceva mai mare decat
latimea discurilor de rodare, pentru ca profilul de uzura
cinematic descreste rapid spre margini.
, aproape uniform,
corespunzator unei echipari mai dense a zonei de la marginea coliviei
in raport cu cea din apropierea axei. Forma si dimensiunile pieselor
insa limiteaza aceasta cerinta. Se observa
ca diametrul coliviei trebuie sa fie ceva mai mare decat
latimea discurilor de rodare, pentru ca profilul de uzura
cinematic descreste rapid spre margini.
Prelucrarea este realizata in mai multe etape, in functie de granulatia si calitatea materialului abraziv (carbura de siliciu 40..16 μm pentru primele treceri, electrocorund 8..10 μm pentru ultimele treceri), concentratia acestuia in suspensia de lucru (ulei, apa deionizata), viteza relativa scula-piese si presiunea aplicata.
. Slefuire contur, respectiv profilarea (rotunjirea) marginii plachetelor pe intreg conturul, operatie necesara din urmatoarele considerente:
- evitarea ciobirilor in timpul proceselor de manevrare, transport si fabricatie, ciobiri generatoare de minuscule aschii ( praf ) de siliciu care contamineaza suprafata plachetelor, degradand-o si afectand desfasurarea proceselor termice, precum si sistemele de transport si dispozitivele de prindere (pensete cu vacuum) ale plachetelor, afectind precizia de pozitionare in timpul alinierii mastilor, la operatia de expunere;
- pe plachetele cu margini neprofilate, fotorezistul tinde sa se acumuleze pe contur sub forma de 'coroana', ceea ce duce la aparitia unui interstitiu nedorit intre masti si plachete la expunerea prin contact; la expunerea prin proiectie si proximitate, traductorii de pozitionare vin in contact cu aceasta 'coroana' de fotorezist, in locul suprafetei plane a plachetelor, ceea ce conduce la erori de pozitionare;
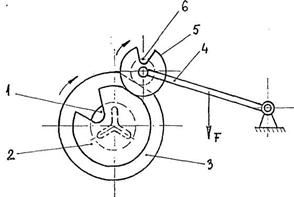
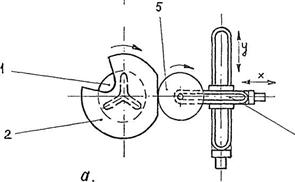
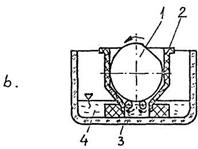
Fig. 2.4 - Profilarea marginii plachetelor
a slefuire contur cu disc diamantat profilat : penseta cu vacuum , placheta , 3 - cama , 4 - brat oscilant , 5 - scula, 6 - rola palpatoare, masa port-scula cu miscari pe x si y ; b - corodare chimica : 1 - placheta , 2 - caseta, 3 - role antrenoare (PTFE poli-tetrafluoretilena , 4 - solutie pentru atac chimic
- evitarea fenomenului nedorit de crestere in 'coroana' pe conturul plachetelor a straturilor epitaxiale.
Prelucrarea poate fi realizata (fig.2.4 a,b):
- cu un disc diamantat profilat
dupa negativul suprafetei prelucrate, cu urmarirea
conturului plachetei prin 'cama mecanica' (scula este
pozitionata prin intermediul unui
tachet oscilant, obligat sa urmareasca o cama coaxiala
cu placheta, si avand un contur
asemenea celui al plachetei) sau prin 'cama electrica'
(conturul este generat de catre scula
pozitionata in coordonate x,y
conform unui program);
- prin corodare chimica - plachetele,
introduse in casete speciale, sunt antrenate cu
ajutorul unor role in miscare de rotatie pentru a lua contact cu
agentul coroziv; metoda are
avantajul de a indeparta tensiunile mecanice induse in zona conturului de
prelucrarile
anterioare.
. Plachetele slefuite sunt
supuse unei operatii de degresare - decapare similara celei
anterioare, de data aceasta fara detergent.
Inainte de a se trece la urmatoarea operatie, este realizata o selectie a plachetelor, respectiv clasarea lor pe grosimi cu abateri in intervalul ±3 m.
. Corodare chimica. Operatia are drept scop
indepartarea stratului de pe suprafetele
si muchia plachetelor, deteriorat pe o adancime de cativa μm in
urma slefuirii. Este folosita
o solutie 4:1:3 HNO3 70% (agent reducator), HF 49% (agent
oxidant) si ![]() COOH (acid
COOH (acid
acetic - agent complexant sau stabilizator, cu rol de a impiedica formarea
produsilor de
precipitare). Este realizata, apoi, o selectie a plachetelor,
respectiv clasarea lor pe grosimi
cu abateri de cel mult 1 m.
. Polisare mecano-chimica, constand din lustruirea unei fete a
plachetelor (aceea pe
care vor fi procesate circuitele), astfel incat sa rezulte o suprafata
optic polisata ('oglinda'),
foarte plana (in limita a m) si
paralela cu suprafata de baza. Este utilizat un polisor de
fetru. Dispozitivele de blocare a plachetelor sunt platouri de aluminiu,
slefuite pe ambele fete
prin rodare libera cu carbura de siliciu in suspensie de apa. Pe
ele, plachetele sunt blocate
cu ceara, fiind pozitionate cu flat-ul in exterior. Dispozitivele de
blocare sunt racite in timpul
lucrului cu apa. Presiunea si debitul apei de racire sunt
reglate pentru a mentine, la locul
prelucrarii, o temperatura constanta de 20°C.
Solutia de lucru este o suspensie
de
aproximativ 10% pudra foarte fina (100 A) de gel de silice in
apa, in care se adauga o solutie de NaOH pana la
obtinerea unui pH= 10,5-11,5. De pe suprafata plachetelor este
indepartat un adaos de prelucrare tipic de 25 μm de siliciu.
. Deblocarea plachetelor pe plita calda si indepartarea impuritatilor ramase dupa operatia de polisare.
Inaintea oricarei operatii, plachetele de siliciu trebuie cutatate chimic pentru a indeparta contaminantii organici si anorganici ajunsi pe suprafata lor in timpul proceselor anterioare sau pe parcursul manipularii. Daca plachetele au fost sever contaminate organic (de exemplu cu acizi grasi prin atingere accidentala cu mana), inainte de curatirea obisnuita (standard) ele trebuie degresate prin fierbere in tricloretilena si apoi acetona. Particulele existente pe plachete pot fi indepartate prin periere sau agitare ultrasonica.
Curatirile chimice standard se executa prin imersie sau jet.
Dupa polisare plachetele sunt curatate chimic in bai succesive cu tricloretilena calda si rece, alcool, acid sulfuric, acid fluorhidric, amestec sulfocromic la 80°C, acid azotic ultrasonat. Intre aceste etape, precum si in finalul procesului de curatire, plachetele de siliciu se clatesc abundent in apa deionizata de rezistivitate inalta, in bai ('cascade') succesive. Ultima clatire se executa mai intai in baie si apoi in centrifuga de clatire-uscare, cu apa deionizata, urmata de uscare cu azot cald. Eficienta clatirilor este mult imbunatatita daca apa deionizata este incalzita la 30°-50°C, deoarece solubilitatea majoritatii contaminantilor creste de cateva ori prin cresterea temperaturii apei fata de domeniul uzual 20°-25°C. In nici un moment pe parcursul procesului de curatire, plachetele nu trebuie lasate sa se usuce, deoarece chiar apa de cea mai inalta puritate contine particule submicrometrice, care risca sa adere la suprafata plachetelor si sa nu mai poata fi indepartate in etapele urmatoare de curatire. Intr-o alta varianta de curatire finala, plachetele spalate in apa deionizata ultrasonata, sunt trecute prin bai succesive de alcool metilic pentru indepartarea apei si apoi, uscate in vapori de freon.
Plachetele lustruite si
curatate chimic sint controlate, acoperite cu un strat subtire
protector de Si![]() crescut prin
oxidare termica si ambalate sub vid.
crescut prin
oxidare termica si ambalate sub vid.
Microprelucrarea siliciului monocristalin
Solutiile constructive pentru senzorii si traductorii micromecanici se deosebesc de cele utilizate frecvent astazi.
Pentru ca scopul principal al miniaturizarii este acela al integralii senzorilor in structuri comune cu sistemele electronice de prelucrare a semnalelor, unul din materialele cele mai utilizate pentru realizarea lor este siliciul monocristalin
Analog cu prelucrarile mecanice care transforma semifabricatele in piese de diferite forme si prifile, tot asa microprelucrarea siliciului monocristalin permite obtinerea cavitatilor de diferite forme, a orificiilor deschise, sau inchise de membrane plane/profilate, de elemente elastice-de tipul arcurilor lamelare sau al arcurilor spirale plane duble.
Producerea acestor forme se bazeaza pe eroziunea chimica umeda, selectiva, anizotropa si cu influentarea formei prin dopaj controlat al materialului din care sunt confectionate .
Selectivitatea si anizotropia sunt exploatate in procesul tehnologic de realizare a microstructurilor in sensul ca pot fi "selectate' materialele straturilor de structurare si solutiile de atac, astfel incat actiunile sa fie convergente sau divergente; pe baza anizotropiei cunoscute a materialelor cristaline, poate fi accentuata sau diminuata tendinta de corodare prin orientarea corespunzatoare a cristalului.
Anizotropia
Anizotropia este capacitatea materialelor cristaline de a prezenta comportari sau proprietati fizice diferite, in functie de distributia preferentiala a atomilor sau moleculelor in spatiu.
In procesul configurarii unei microstructuri prin eroziune chimica cu diferite substante, comportarea materialului difera, putand oscila, teoretic, intre o izotropie si o anizotropie totale sau ideale.
Anizotropia poate fi exprimata printr-o relatie in care apare raportul dintre marimea corodarii pe directia de actiune a substantei de corodare, care reprezinta adancimea corodarii, h si marimea corodarii pe directie perpendiculara, care reprezinta atacul lateral, e:
![]()
In figura prezinta cele doua situatii ideale: cand A pentru corodarea total izotropa si A pentru corodarea total anizotropa.
In realitate, orice proces de corodare este caracterizat de un anumit grad de anizotropie, deci:
0<Areal<1
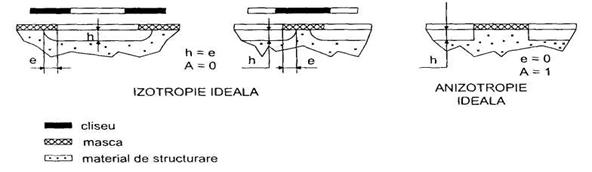
Fig. 6.1. Corodare izotropa si anizotropa
Cateva notiuni de cristalografie (figura 6.2) sunt necesare, pentru ca intreaga tehnologie a structurilor micromecanice in siliciu monocristalin se bazeaza pe anizotropia cristalina a acestuia.
Este cunoscut faptul ca materialele cristaline (majoritatea in randul corpurilor solide) sunt structurate in 14 retele tridimensionale de cristalizare (Bravais), provenind din 7 sisteme cristaline de baza, a caror unica celula elementara este un poliedru cu 6 fete de forma unui patrulater, 12 muchii si 8 varfuri (figura 6.2 a); cele 7 sisteme cristaline de baza provin din diferenta care poate exista intre laturile a, b, c ale poliedrului - constantele retelei, ca si intre unghiurile dintre laturi a, β, γ.
Pentru notarea varfurilor sau nodurilor retelei se foloseste sistemul de coordonate al celulei elementare, coordonatele nodurilor fiind exprimate in indici care arata valoarea raportului intre pozitia reala a nodului si constanta retelei, considerata ca valoare unitara - fig.6.2 b.
Exemple de noduri ale retelei cristaline:
Sau, pentru reteaua cubica cu fete
centrate figura c, coordonatele centrelor celor 6 fete for fi : ![]() 1/2 1/2 0, 1/2 0 1/2 , 0 1/2 1/2 , 1/2 1/2 1,
1/2 1 1/2, 1 1/2 1/2 .
1/2 1/2 0, 1/2 0 1/2 , 0 1/2 1/2 , 1/2 1/2 1,
1/2 1 1/2, 1 1/2 1/2 .
Directiile cristaline sunt determinate de drepte care contin cel putin doua noduri. O directie cristalina este definita prin indici intregi corespunzatori coordonatelor nodului care - prin unire cu originea celulei elementare determina directia (fig.6.2 c); indicii sunt introdusi in paranteze patrate [ ].
Exemple de directii ale retelei cristaline:
[111] este directia obtinuta prin unirea originii celulei elementare cu nodul 111;
[111] este directia obtinuta prin unirea originii celulei elementare cu nodul a carui coordonata c este in sens contrar coordonatei de referinta.
Totalitatea directiilor echivalente din reteaua cristalina se noteaza cu paranteze unghiulare < >.
De exemplu, pentru sistemul cubic, diagonalele fetelor cubului formeaza multimea directiilor echivalente :
<110> = [110], [110], [110], [110], [101], [101], [101], [011], [011], [011], [011]
In figura 6.2 d poate fi vazuta multimea directiilor echivalente ale diagonalelor <111> pentru celula elementara a sistemului cubic :
<111> = [111], [111], [111], [111], [111], [111], [111], [111]
Planul cristalin este determinat de trei noduri ale retelei si este notat prin indicii Miller (h, k, 1) introdusi in paranteze rotunde ( ).
Indicii Miller se obtin din raportul l/Coordonata punctului in care planul cristalin intersecteaza axa sau axele celulei elementare.
Pentru sistemul cubic si structura de tip diamant - figura 6.2 e, este data notarea planului care cuprinde fetele cubului - (100), a planului care cuprinde diagonalele fetelor - (110) si a planului care cuprinde diagonala cubului - (111).
Planele echivalente se noteaza cu acolade
De exemplu, toate fetele celulei elementare ale sistemului cubic formeaza planele echivalente :
= (100), (010), (001), ( 00), (00 ).
Sau multimea planelor echivalente
= (110), (110), (101), (110), (101), (101), (101), (101), (011), (011), (011), (011)
 Fig 6.2
Fig 6.2
Profilele de corodare obtinute prin eroziune chimica pot fi diferite in functie de corelarea anizotropiei substantei de atac cu anizotropia materialului de structurare din care este alcatuita microstructura.
Figura 6.3 arata cateva din formele astfel obtinute, cele mai folosite in practica.
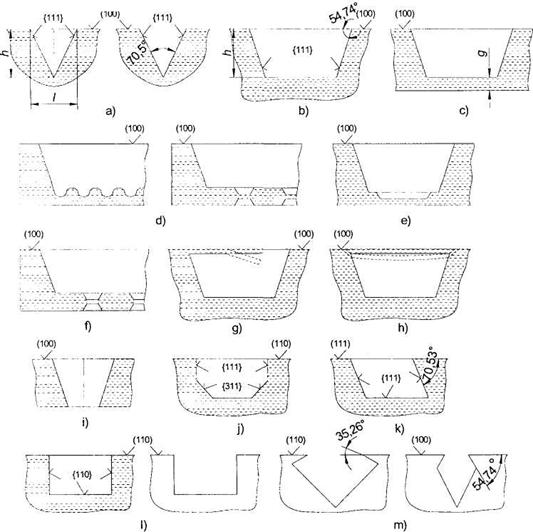
Fig. 6.3 Forme constructive de orificii si canale obtinute prin corodarea anizotropa a Si
monocristalin
Siliciul cristalizeaza in sistemul cubic si are structura diamantului. Celula sa elementara este un octaedru limitat de familia de plane (figura 6.4) si asa se explica unghiurile formate de peretii inclinati ai cavitatilor cu planurile (100)/(l 10)/(l 11), dupa care se debiteaza plachetele in care se formeaza cavitatile sau canalele.
Astfel, eroziunea chimica
anizotropa formeaza pe suprafata unei plachete, debitate
dupa planul (100), cavitati cu conturul unui patrulater cu
unghiuri drepte, ai caror pereti laterali formeaza cu planul (100)
unghiuri de 54,74° (figura 6.3 a÷i, m). Adancimea acestor cavitati
este limitata de intersectia planelor (111), care stopeaza
actiunea substantei de atac; de aceea, latimea l si
adancimea h ale unei cavitati piramidale sunt dependente una
fata de cealalta prin relatia l/h = ![]() .
.
Orientarea mastii in raport cu planele cristaline influenteaza atat forma cavitatii cat si capacitatea de realizare a structurilor suspendate de tip grinda sau micropunte rezonanta (figura 3.3 g, h). De aceea, orientarea plachetei de siliciu prin tesire, in primele operatii de prelucrare mecanica, este cu atat mai importanta la obtinerea structurilor micromecanice.
|
|
Fig. 6.4 Reteaua diamantina a cristalului de siliciu
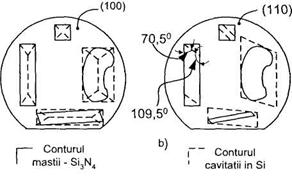
Fig.6.5 Pozitionarea mastii fata de directia de debitare a plachetei de siliciu si aspectul cavitatilor obtinute in urma corodarii: a - pentru o placheta orientata (100); b - pentru o
placheta orientata (110)
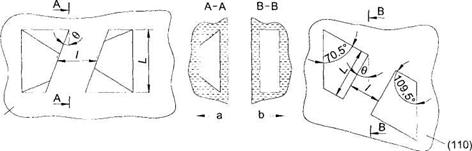
Orientarea sau eroarea de orientare a mastii pe directia plachetei (100) va duce, oricum, la aparitia cavitatilor piramidale cu pereti inclinati (figura 6.5 a). Pe placheta corodarea anizotropa va duce la aparitia unui contur paralelipipedic (figura b) cu unghiurile de: si formate de planele ale peretilor verticali.
Pentru obtinerea structurilor suspendate, orientarea lor pe lungime trebuie sa tina cont inca de la proiectare de evolutia corodarii de-a lungul planelor cristaline (figura 6.6). La plachetele (100), (figura 6.6 a), desprinderea structurii de substrat este asigurata daca > arctg l/L, in timp ce la plachetele (110), (figura 6.6 b), desprinderea structurii orientate perpendicular pe planul (111) este posibila numai daca l/L < tg(90° - 70,5°) = 0,354.
|
|
Fig. 6.6 Pozitionarea mastii pentru obtinerea micropuntilor: a pentru o placheta orientata b pentru o placheta orientata
O posibilitate de a pune in evidenta comportarea anizotropa a siliciului monocristalin este oferita de corodarea unei sfere din siliciu monocristalin intr-o solutie specifica : de exemplu CsOH;
autorii au
prelucrat mecanic o sfera cu diametrul de ![]() 6 mm si rugozitatea suprafetei mai
mica de 5 μm, cu abateri de forma mai mici de 3 μm. In urma
spalarii cu apa deionizata, intr-o baie activa cu
ultrasunete, sfera a fost introdusa intr-o cuva cu solutie
apoasa 40% de CsOH, la temperatura de
6 mm si rugozitatea suprafetei mai
mica de 5 μm, cu abateri de forma mai mici de 3 μm. In urma
spalarii cu apa deionizata, intr-o baie activa cu
ultrasunete, sfera a fost introdusa intr-o cuva cu solutie
apoasa 40% de CsOH, la temperatura de ![]() C.
C.
Dupa 24 de ore de corodare, proba a capatat o forma dodecaedrica cu 14 varfuri si 12 fete. Varfurile rezulta la interferenta a trei sau patru fete, functie de orientarea cristalina a acestora. Se poate determina, astfel, experimental, directia celei mai mari rate de corodare pentru anumite conditii tehnologice ( natura chimica si concentratia solutiei, temperatura).
In cazul experimentului prezentat s-a conchis ca : cea mai mare rata de corodare o prezinta planele ; rata de corodare a planelor este mai mare decat la si , dar mai mica decat la .
"Selectivitatea"procesului de corodare
"Selectivitatea" S a procesului de corodare inseamna
raportul dintre rata de corodare a stratului de structurare, ![]() si rata de corodare a materialului
mastii sau a stratului de stopare a corodarii
si rata de corodare a materialului
mastii sau a stratului de stopare a corodarii ![]()
La obtinerea microstructurilor
se utilizeaza, de obicei, ca material
de structurare siliciul; pentru masti
se recomanda : Si![]()
![]() , Au, Cr, Ta, Mo,
foto - sau electrorezist; ca strat de
stopare a corodarii se poate utilize :
, Au, Cr, Ta, Mo,
foto - sau electrorezist; ca strat de
stopare a corodarii se poate utilize : ![]() , siliciu dopat.
, siliciu dopat.
Diferite solutii de atac -
daca se ia in discutie numai corodarea umeda - dau rate diferite
de corodare pentru straturile Si![]()
![]() , diferite metale
ca Al, Au, siliciu dopat, si care difera fata de rata de
corodare a siliciului pur. De exemplu, este stiut astazi ca
straturi sau numai zone din siliciu puternic dopate cu bor asigura rate
foarte mici de corodare in raport cu siliciul nedopat; aceasta proprietate
este utilizata pentru a stapani mai usor adancimea de corodare,
prin realizarea unui strat de stopare a corodarii sub stratul a carui
grosime va reprezenta chiar adancimea structurii de obtinut (fig. 6.7.).
, diferite metale
ca Al, Au, siliciu dopat, si care difera fata de rata de
corodare a siliciului pur. De exemplu, este stiut astazi ca
straturi sau numai zone din siliciu puternic dopate cu bor asigura rate
foarte mici de corodare in raport cu siliciul nedopat; aceasta proprietate
este utilizata pentru a stapani mai usor adancimea de corodare,
prin realizarea unui strat de stopare a corodarii sub stratul a carui
grosime va reprezenta chiar adancimea structurii de obtinut (fig. 6.7.).
Pentru obtinerea unei structuri de adancime h, se porneste de la un substrat din materialul de structurare, de grosime mai mica (fig 6.7 a) al carui strat superficial este dopat cu un element care reduce mult rata de corodare a materialului de structurare (fig. 6.7 b); dupa crestere epitaxiala cu grosimea h (fig. 6.7 c) si aplicarea mastii (fig. 6.7 d), prin corodare in zonele descoperite de masca se obtine structura dorita, a carei adancime h va fi conditionata de stratul de stopare (fig. 6.7 e).
Pentru ca efectele corodarii mastii asupra dimensiunilor microstructurii sa fie cat mai mici, se recomanda ca raportul :
![]() , sa
fie cat mai mare.
, sa
fie cat mai mare.
In acest raport, rata de corodare minima este cosiderata drept valoare unitara de referinta.
Selectivitatea poate fi influentata, in principal, prin doi factori : compozitia substantei de atac si temperatura baii. Pentru comparare, in tabelul 1 se dau cateva solutii de corodare pentru materialele uzual folosite la realizarea microstructurilor.
De exemplu, selectivitatea
solutiei BHF utilizata la corodarea ![]() este deosebit de mare in raport cu siliciul :
este deosebit de mare in raport cu siliciul :
![]() ceea ce face ca, dupa corodarea
intregii adancimi a mastii de
ceea ce face ca, dupa corodarea
intregii adancimi a mastii de ![]() , stratul
descoperit de Si sa actioneze ca un strat de stopare.
, stratul
descoperit de Si sa actioneze ca un strat de stopare.
Tabelul 1
|
Materialul stratului |
Substanta de corodare umeda izotropa (I) sau anizotropa (A) |
Materialul mastii |
|
Si, monocristalin Si, policristalin |
(I) HF: (A) KOH :
- aceleasi ca si la Si-mono, cu reducerea cantitatii de HF si cresterea cantitatii de diluant |
Ni; Cr; Au; Mo |
|
PSG ( |
HA HF :
|
Fotorezist |
|
« SiN » (nitruri de siliciu) |
HF BHF
|
|
|
Al |
|
Fotorezist |
|
Au |
KI : |
|
|
Ag |
|
|
|
W |
|
|
|
Cr |
HCL ; glicerina |
|
Sau, la folosirea ![]() pentru configurarea stratului de "SiN" prin
masca de
pentru configurarea stratului de "SiN" prin
masca de ![]()
![]()
![]() 20, iar
20, iar ![]()
![]() 35, deci eventualul atac al siliciului este
nesemnificativ.
35, deci eventualul atac al siliciului este
nesemnificativ.
De altfel, pe "selectivitae" se bazeaza si utilizarea straturilor de sacrificiu a caror natura si compozitie se alege astfel incat sa le asigure o rata maxima de corodare in raport cu materialul structurii micromecanice.
Efectele corelarii anizotropiei cu selectivitatea
In figura 6.8 se poate vedea ce ar insemna corelarea selectivitatii ideale cu anizotropia ideala la obtinerea unui profil caracterizat printr-o dimensiune in plan d si o adancime h.
Pentru toate situatiile prezentate se considera ca selectivitatea substantei de atac este maxima fata de stratul de stopare.
In figura 6.8 a, structura cu
dimensiunile d si h carespunde dimensiunilor mastii si
respectiv - grosimii stratului adaugat, daca selectivitatea
substantei de atac este maxima pentru materialul de structurare (![]() = max), si
nula pentru materialul mastii (
= max), si
nula pentru materialul mastii (![]() = 0), iar procesul
este perfect anizotrop (A = 1).
= 0), iar procesul
este perfect anizotrop (A = 1).
In figura 6.8 b, procesul de
corodare se caracterizeaza prin : ![]() = max;
= max; ![]() = 0; A = 0,
deoarece substanta de atac lucreaza uniform atat in adancime cat
si lateral, sub masca.
= 0; A = 0,
deoarece substanta de atac lucreaza uniform atat in adancime cat
si lateral, sub masca.
In figura 6.8 c, substanta de
atac actioneaza si asupra materialului mastii
reducandu-i grosimea si modificand dimensiunea de mascare cu atacul
lateral e : ![]() = a;
= a; ![]() =1 (a<1); A =
1.
=1 (a<1); A =
1.
In figura 6.8 d, se vede rezultatul unui
proces cu : ![]()
![]() = max;
0<A<1; forma structurii rezultate este posibila la materialele
cristaline, debitate dupa anumite plane de cristalizare, care, cu cat sunt
mai dense cu atat sunt mai greu de corodat.
= max;
0<A<1; forma structurii rezultate este posibila la materialele
cristaline, debitate dupa anumite plane de cristalizare, care, cu cat sunt
mai dense cu atat sunt mai greu de corodat.
De exemplu, in cazul siliciului rata de corodare este minima pentru directiile <111>, ceva mai mare pentru directiile <110> si maxima pentru <100>:
![]()
![]()
![]()
de aceea
forma structurii rezulta trapezoidala, cu unghiul ![]()
![]() Daca lipseste stratul de stopare
a corodarii (fig. 6.8 e) forma golului rezultat va avea aspetul unei
piramide rasturnate.
Daca lipseste stratul de stopare
a corodarii (fig. 6.8 e) forma golului rezultat va avea aspetul unei
piramide rasturnate.
Aplicatii
Suprafete antireflectante
Pentru marirea coeficientului de absorbtie din siliciu monocristalin orientat (100) si (110) iluminate cu un laser He-Ne cu λ = 632,8 nm au fost folosite tehnici de corodare anizotropa, izotropa si de depunere de straturi subtiri.
Suprafata plachetei este brazdata de crestaturi (fig. 6.9) in forma de V (a), cu pereti verticali (c) sau de cavitatii piramidale dispuse regulat (b) sau aleatoriu.
Au fost folosite plachete din
siliciu monocristalin crescut cu metoda Czochralski. Plachetele cu oeientere
(100) au fost de tip n (dopate cu P) si o grosime medie de 380 μm.
Plachetele cu orientare (110) au fost de tip p (dopate cu B) si o grosime
medie de 289 μm. Stratul se ![]() cu grosimea de 0,63
cu grosimea de 0,63![]() μm care a servit ca masca, a fost obtinut
prin axidare termica uscata la
μm care a servit ca masca, a fost obtinut
prin axidare termica uscata la ![]() C, timp de 17
C, timp de 17![]() 144 ore.
144 ore.
Masca in oxid a fost
obtinuta prin corodare izotropa cu ![]() :HF, 4:1,
utilizand protectie foto cu fotorezist negativ. Suprafata acoperita
cu cavitati piramidale nu a necesitat masca.
:HF, 4:1,
utilizand protectie foto cu fotorezist negativ. Suprafata acoperita
cu cavitati piramidale nu a necesitat masca.
La corodarea anizotropa a plachetelor de siliciu s-a folosit KOH.
Pentru reducerea reflexiei pe suprafetele nestructurate ale plachetelor, s-a aplicat in final o corodare izotropa pentru matarea suprafetei si tesirea muchiilor.
Pentru marirea coeficientului
de absorbtie microprelucrarea a fost urmata de o acoperire cu o
succesiune de straturi ![]() (n=2),
(n=2), ![]() (n=2,1),
(n=2,1), ![]() (n=2,3) si
(n=2,3) si ![]() (n=2). Grosimea
toatala a straturilor depuse a fost de 0,16 μm.
(n=2). Grosimea
toatala a straturilor depuse a fost de 0,16 μm.
Cele mai bune rezultate au fost obtinute la plachetel (110) acoperite cu crestaturi avand pereti verticali.
Cavitati si canale de orientare
Pentru orientarea mecanica a doua plachete de siliciu ca si pentru orientarea si asamblarea unei fibre optice au fost realizate cavitati si canale cu forma si dimensiunile din figura 6.10.
Cele doua sfere folosesc la
orientarea plachetelor de siliciu prin intermediul cavitatilor
piramidale realizate prin corodare anizotropa standard cu KOH in
plachetele de siliciu oientate (100). Dimensiunile ![]() si
si ![]() ale mastii pentru corodare au fost
determinate dupa diametrul cunoscut al sferei de orientare
ale mastii pentru corodare au fost
determinate dupa diametrul cunoscut al sferei de orientare
![]() , respective
diametrul fibrei optice
, respective
diametrul fibrei optice ![]() , cu
relatiile :
, cu
relatiile :
![]() =
= ![]() ;
; ![]() =
= ![]() ∙
∙ ![]()
Orientarea si ansamblarea sunt precise,sigure ieftine.
Membrane
In structura microvalvelor cu trei cai (fig. 6.11 a), a microcapsulelor aneroide (fig. 6.11 b) sau a micropompelor (fig. 6.11 c), intra un element constructive comun : o membrana a carei elasticitate se datoreaza variatiei grosimii sale dupa un profil care poate fi obtinut prin corodare anizotropa; operatia se aplica pe ambele suprafete ale plachetei de siliciu, intr-o singura etapa de corodare sau doua, dupa cum adancimea de corodare este egala pe ambele suprafete, respectiv inegala.
Pentru forma din figura 6.12 sunt
necesare chiar trei operatii de corodare (fig. 6.12 b,d,f) pe adancimi
diferite ![]()
![]()
![]() cu trei masti diferite de
cu trei masti diferite de ![]() ceea ce presupune trei operatii
oxidare-configurare (fig. 6.12 a,c,e).
ceea ce presupune trei operatii
oxidare-configurare (fig. 6.12 a,c,e).
Grosimea stratului de ![]() este de - 1,5 μm. Corodarea se face cu KOH 33%, la
este de - 1,5 μm. Corodarea se face cu KOH 33%, la ![]() C.
C.
Ansamblarea membranelor intre ele se
poate face prin sudare anodica cu o placuta de sticla
Pyrex sau prin intermediul unui strat de sticla Pyrex cu grosimea de - 0,4
μm depus prin
pulverizare in plasma reactiva (![]() /Ar) si
configurat prin masca din
/Ar) si
configurat prin masca din ![]() , inaintea microprelucrarii
plachetelor.
, inaintea microprelucrarii
plachetelor.
Principalele dezavantaje ale membranelor astfel obtinute sunt :
- concentrarea de tensiuni care apar la trecerea de la grosimea substratului la grosimea membranei;
- forma membranei este conditionata de directiile planelor cristaline; de aceea majoritatea
membranelor sunt de forma patrata sau - in general - cu contur determinat de directiile cristaline.
Aceste neajunsuri pot fi evitate daca se exploateaza proprietatea de selectivitate a substantelor de atac, fuctie de dopajul siliciului monocristalin, in zona unde se doreste un anumit contur sau/si sectiune a membranei.
Operatia se poate face prin difuzarea sau/si implementarea ionica locala de ioni care reduc drastic viteza de corodare in zona de interes; selectarea zonelor de impurificare in plan se face prin masca, iar adancimea - prin cantitatea de ioni indusa in substrat.
Au fost obtinute astfel membrane profilate in sectiune (fig.6.13 a) sau cu contur circular (fig.6.13 b), cu treceri lente spre grosimile mici. Au fost utilizate plachete de siliciu (100) prelucrate pe ambele suprafete.
S-au aplicat doua difuzii selective : pe adancimea de 12 μm (prima difuzie) si 3 μm (a doua difuzie), pe suprafata A. In urma corodarii anizotrope pe suprafata B realizata intr-o singura operatie au fosr obtinute membrane cu grosimi ceva mai mari decat adancimile de dopare : 15 si, respectiv 5 μm.
Adeziv mecanic
Pentru alimentarea si
asamblarea a doua plachete de siliciu monocristalin, pe care pot fi
configurate diverse structuri micromecanice (micromotoare, micropompe, senzori
etc.) a fost realizat un sistem de imbinare care se bazeaza pe deformarea
elastica a unor flanse patrate din ![]() plasate pe o suprainaltare
realizata prin corodare izotropa intr-o placheta se siliciu
(fig.6.14).
plasate pe o suprainaltare
realizata prin corodare izotropa intr-o placheta se siliciu
(fig.6.14).
Fiecare structura - fig.6.14 a
- are dimensiunile de 18x18 μm, cu inaltimea de 12 μm. Sunt
aproximativ 200.000 de structuri identice pe ![]() de substrat,
distanta intre ele fiind de ~ 34 μm. Flansele din
de substrat,
distanta intre ele fiind de ~ 34 μm. Flansele din ![]() au grosimea de ~ 1 μm.
au grosimea de ~ 1 μm.
Structurile - identice pe cele doua plachete care se vor imbina - se autoaliniaza (fig.6.14 b), iar la aplicarea unei presiuni p flansele se deformeaza elastic si revin cand au ajuns in spatiul dintre flansa si piciorul structurii conjugate (fig.614 c).
Tehnologia de realizare, prezentata
simplificat, apare in fig. 6.15. Plachetele de siliciu orientate <100>
(fig.6.15 a) sunt oxidate termic pe o grosime de 0,1 μm, fig.6.15 b. In
urma sensibilizarii, expunerii prin marca ![]() si
developarii, se obtine configurarea stratului de protectie din
fotorezist fig.6.15 c, prin care va fi corodat selective stratul de
si
developarii, se obtine configurarea stratului de protectie din
fotorezist fig.6.15 c, prin care va fi corodat selective stratul de ![]() - fig.6.15 d.
- fig.6.15 d.
Patratele de ![]() servesc drept
masca pentru corodarea anizotropa a siliciului, pe o adancime de ~ 5 m - fig.6.15 e. Urmeaza
o noua oxidare pana la 1 μm - fig.6.15 f; stratul de
servesc drept
masca pentru corodarea anizotropa a siliciului, pe o adancime de ~ 5 m - fig.6.15 e. Urmeaza
o noua oxidare pana la 1 μm - fig.6.15 f; stratul de ![]() este configurat
selective, cu HF prin intermediul unei masti
este configurat
selective, cu HF prin intermediul unei masti ![]() - fig.6.15 g;
aceasta etapa de mascare prezinta dificultati deoarece
suprafata care trebuie acoperita cu fotorezist, in vederea
corodarii stratului de
- fig.6.15 g;
aceasta etapa de mascare prezinta dificultati deoarece
suprafata care trebuie acoperita cu fotorezist, in vederea
corodarii stratului de ![]() , este foarte neregulata; de aceea se recomanda
utilizarea unei grosimi mari de fotorezist (~ 2,1 μm).
, este foarte neregulata; de aceea se recomanda
utilizarea unei grosimi mari de fotorezist (~ 2,1 μm).
Urmeaza o corodare izotropa a
siliciului cu un amestec de ![]()
![]() :HF, pana la
o adancime de ~ 7 μm - fig.6.15 h.
:HF, pana la
o adancime de ~ 7 μm - fig.6.15 h.
Corodarea izotropa conduce la
corodari laterale considerabile, care ar putea slabi suportul
structurii elastice de ![]() ; pentru a preveni
acest neajuns pot fi folosite 2 solutii : 1 - colturile interioare
ale mastii
; pentru a preveni
acest neajuns pot fi folosite 2 solutii : 1 - colturile interioare
ale mastii ![]() sunt correlate astfel incat sa se reduca
subtaierea prin compensare si 2 - corodarea izotropa "h" este
precedata de o corodare anizotropa, pe adancimea limitata, in
KOH (h').
sunt correlate astfel incat sa se reduca
subtaierea prin compensare si 2 - corodarea izotropa "h" este
precedata de o corodare anizotropa, pe adancimea limitata, in
KOH (h').
Comutator de presiune
Comutatorul se bazeaza pe contactul electric realizat de o membrana care se deformeaza sub actiunea presiunii de masurat.
Presiunea la care membrana se deformeaza este dependenta de dimensiunile ei in plan (Lxl) c si de grosimea g. Daca se mentinconstante L si g, prin varierea latimii l poate fi variata presiunea la care membrana se deformeaza. O succesiune de membrane cu latimi variabile realizate pe aceeasi placheta, permit inregistrarea mai multor trepte de presiune.
S-a obtinut un model pentru diferentele de presiune de ¼, ½, ¾ si 1 atm cu dimensiunile din fig.6.16.
Ansamblul este format din doua plachete de siliciu asamblate prin sudare : una in care sunt formate membranele, a doua - ca electrod de contact.
Grosimile
uniforme ale celor patru membrane
au fost asigurate prin subtierea controlata
a plachetei pe care sunt formate ; dimensiunile
in plan sunt determinate prin masca
de corodare a stratului izolator de ![]() dintre placheta-mambrana si placheta
de contact.
dintre placheta-mambrana si placheta
de contact.
Microprelucrarea siliciului policristalin
Tehnica straturilor de sacrificiu
Tehnica straturilor de sacrificiu, utilizata pentru prima data de Nathnson, in 1967, are la baza depunerea si configurarea unor straturi subtiri sau groase al caror profil in plan sau spatiu reprezinta negativul unor spatii sau cavitati necesare obtinerii micro- sau nanostructurilor si care, in finalul procesului tehnologic, sunt ,,sacrificate', deci dispar .
![]() Materialele
din care sunt confectionate straturile de sacrificiu pot fi:
Materialele
din care sunt confectionate straturile de sacrificiu pot fi:
- materiale sublimabile (camfor, naftalina, iod);
- polimeri care ard sau se topesc la temperaturi de cel mult 150 °C;
- substante care se dizolva in anumiti solventi.
Aceasta din urma solutie se utilizeaza cel mai adesea pentru obtinerea structurilor precise si cu configuratii complexe. Substantele frecvent folosite sunt: fotorezistii si bioxidul de siliciu. Indepartarea lor se face prin dizolvarea cu solutii a caror selectivitate de actiune face vulnerabile numai straturile de sacrificiu, restul materialelor din care sunt alcatuite microstiiicturile ramanand inerte la aceasta actiune.
 fig
7.1.
fig
7.1.
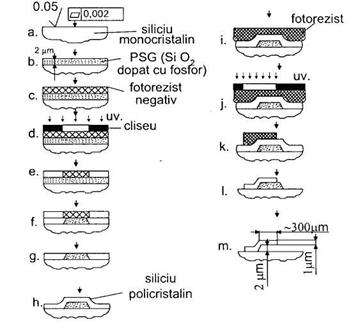
Fig. 7.1 Succesiunea etapelor de lucru pentru aplicarea tehnicii ,,stratului de sacrificiu' la structuri mobile din siliciu policristalin: a - prelucrare mecanica si mecano-chimica a
plachetei de siliciu; b - oxidare si dopare pentru obtinerea stratului de sacrificiu; c - sensibilizare pentru configurarca mastii de protectie a stratului de sacrificiu; d - expunere
la raze ultraviolete; e - developare; f - eroziune chimica selectiva a stratului de SiCK; g -
indepartarea mastii de protectie: h - depunerea materialului de structurare (Si policristalin); i -
sensibilizare pentru conflgurarea mastii de protectie a stratului de structurare; j - expunere; k -
developare; 1 - eroziune chimica selectiva a materialului de structurare si indepartarea mastii
de protectie; m - indepartarea (corodarea) stratului de sacrificiu.
Substantele de dizolvare trebuie: sa fie capabile de a ataca preferential straturile de sacrificiu respectand portiunile structurate, sa aiba o vascozitate adecvata si tensiuni superficiale cu valori corespunzatoare indepartarii eficiente a stratului de sacrificiu, sa nu lase reziduuri.
Exemplul cel mai simplu, care poate fi si o ilustrare a tehnicii straturilor de sacrificiu, este obtinerea unei structuri rezonante, ceea ce unui specialist de formatie mecanica ii sugereaza un arc lamelar simplu - microgrinda in consols (figura 7.1) sau micropunti incastrate la ambele capete (figura 7.2).
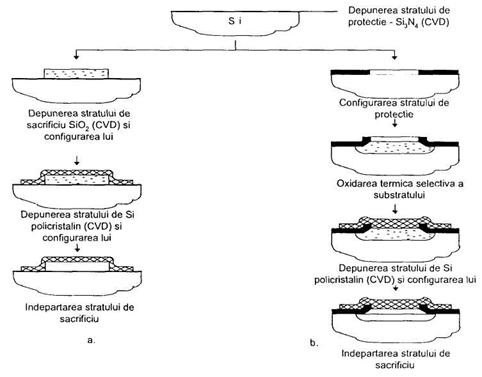
Fig. 7.2 Ottinerea stratului de sacrificiu pentru structuri suprapuse - a si pentru structuri ingropate - b
In functie de metoda de obtinere a
stratului de sacrificiu se pot distinge doua variante constructive si anume: a)
structuri suprapuse - prin utilizarea unui strat de SiO2,
obtinut prin depunerea chimica din stare de vapori (CVD); stratul de siliciu policristalin
acopera modelul de SiO2, astfel incat elementele obtinute in final
se formeaza
treptat deasupra substratului (figura 7.2 a); b) structuri planare - prin
utilizarea unui strat de SiO2 obtinut prin oxidare termica
selectiva (sau locala) a substratului de siliciu (Locos) in ferestrele
create prin eroziune chimica in stratul de protectie din Si3N4,
astfel incat
structurile obtinute sunt practic la acelasi nivel cu substratul (figura 7.2
b).
Un alt exemplu de aplicare a tehnicii straturilor de sacrificiu il poate oferi realizarea unor cavitati inchise de diferite forme si dimensiuni.
Pentru obtinerea unui senzor
capacitiv de presiune cu membrana metalica (fig.7.3) si
dimensiunile aproximative prezentate in figura, autorii propun
solutia tehnologica simplificat prezentata in continuare :
dupa structurarea partiala a senzorului prin procedee
caracteristice straturilor subtiri (fig.7.3 a) (depuneri, dopari,
configurari prin eroziune chimica), aplicarea membranei metalice nu
se poate face decat asigurandu-i un suport in timpul depunerii ; de aceea
cavitatea se va umple cu o solutie de polimetilstirol in
metilcellosolvent, nivelata la inaltimea distantierului -
fig.7.3 b ; pe partea opusa senzorului, prin eroziune cu laser, se
deschide un orificiu care are atat rol functional cat si tehnologiv -
7.3 c ; se depune membrana metalica - fig.7.3 d ; incalzind
la aproximativ ![]() C materialul
plastic - suport de sacrificiu - este eliminat prin orificiul anterior
prelucrat - fig.7.3 e.
C materialul
plastic - suport de sacrificiu - este eliminat prin orificiul anterior
prelucrat - fig.7.3 e.
Pentru obtinerea unor cavitati tridimensionale de forma complexa si precizie scazuta se poate realiza forma negativului cavitatii printr-o succesiune de straturi groase, diferit configurate in plan si aplicate prin serigrafie (figura 7.4).
Uneori stratul de sacrificiu poate fi chiar substratul pe care sunt configurate structurile necesare functionarii ansamblului. Ultima operatie devine ,,fatala' pentru suportul care, pe baza selectivitatii de actiune a substantelor de atac, este "lichidat".
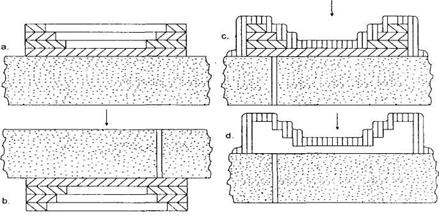
Fig. 7.4 Obtinerea cavitatilor profilate: a - structura de sacrificiu dintr-o succesiune de
Straturi cu configuratii diferite, aplicate pe substrat; b - prelucrarea orificiului de evacuare
prin eroziune chimica sau cu laser; c - depunerea materialului de structurare (Ai, Ni);
d - indepartarea structurii de sacrificiu
In figura
7.5 se prezinta procesul tehnologic simplificat al unui senzir de presiune
confectionat pe siliciu si care functioneaza pe baza
efectului piezorezistiv. In tehnologia de realizare se observa ca
sunt configurate in parallel doua plachete de siliciu 1 si placheta 1 reprezinta suportul senzorului, iar
placheta 9 reprezinta materialul de sacrificiu. Stratul 3 de SiO2 -
CVD, configurat printr-un proces de fotolitografiere (fig.7.5 a)
reprezinta masca de protectie pentru corodarea anizotropa
selectiva a plachetei 1 (fig.7.5 b). Stratul 10 ![]() - CVD configurat pe
placheta 9 reprezinta masca de protectie pentru difuzia
selectiva de bor, care formeaza stratul piezorezistiv (fig.7.5 c).
- CVD configurat pe
placheta 9 reprezinta masca de protectie pentru difuzia
selectiva de bor, care formeaza stratul piezorezistiv (fig.7.5 c).
Urmeaza
depunerea stratului izolator 5, din ![]() - CVD cu grosimea de
(0 .2) m
si stratul de imbinare 4 din sticla fosfatica cu punct
scazut de inmuiere (fig.7.5 d). Cele doua plachete astfel configurate
sunt suprapuse, aliniate pe un microscop cu radiatii infrarosii,
sudate provizoriu cu laser si introduse intr-un cuptor cu atmosfera
vidata unde - prin incalzire la
- CVD cu grosimea de
(0 .2) m
si stratul de imbinare 4 din sticla fosfatica cu punct
scazut de inmuiere (fig.7.5 d). Cele doua plachete astfel configurate
sunt suprapuse, aliniate pe un microscop cu radiatii infrarosii,
sudate provizoriu cu laser si introduse intr-un cuptor cu atmosfera
vidata unde - prin incalzire la ![]()
![]() C se produce asamblarea finala (fig.7.5 e).Ansamblul
este acoperit cu un lac de protectie la coroziune, ramanand
descoperita numai placheta 9 care este indepartata prin atac
chimic selective; procesul de corodare este stopat la aparitia
configuratiei piezorezistive (fig.7.5 f). Se depune un nou strat de pritectie 6 de
C se produce asamblarea finala (fig.7.5 e).Ansamblul
este acoperit cu un lac de protectie la coroziune, ramanand
descoperita numai placheta 9 care este indepartata prin atac
chimic selective; procesul de corodare este stopat la aparitia
configuratiei piezorezistive (fig.7.5 f). Se depune un nou strat de pritectie 6 de ![]() , configurat prin
fotolitografie (fig.7.5 g) pentru a permite depunerea stratului conductiv 8,
care culege variatiile de curent provocate de stratul piezorezistiv,
solicitat de presiune (fig.7.5 h).
, configurat prin
fotolitografie (fig.7.5 g) pentru a permite depunerea stratului conductiv 8,
care culege variatiile de curent provocate de stratul piezorezistiv,
solicitat de presiune (fig.7.5 h).
Elemente constructive mobile
Acestea au nevoie de jocuri pentru asigurarea miscarii si de lagare pentru centrare. La microscopul electronic din siliciu policristalin realizat la Berkeley, Sensor and Actuator Center, rotorul - cu diametru de ~ 0,15 mm si o grosime de ~ 84 μm, este "asamblat" cu lagarul printr-un ajustaj cu joc.
In figura 7.7 este ilustrat modul de obtinere
a unui arbore si a unei roti/disc/rotor care se roteste liber in
raport cu acesta; configurarea s-a realizat in siliciu policristalin, utilizand
ca material de sacrificiu ![]() [7,4
[7,4![]()
Procesul tehnologic se bazeaza
pe depunerea a doua straturi de Si-poli (![]()
![]() ) si a
doua straturi de
) si a
doua straturi de ![]() (
(![]() ), cu patru etape
intermediare de fotolitografie (
), cu patru etape
intermediare de fotolitografie (![]()
Modelarea elementului mobil (![]() ) se
realizeaza prin eroziune in plasma reactiva - RIE. Operatia
) se
realizeaza prin eroziune in plasma reactiva - RIE. Operatia
![]() este necesara pentru a realiza
legatura arborelui cu substratul. Stratul de sacrificiu este
indepartat prin atac cu acid fluorhidric. In timpul
functionarii, elementul mobil (roata/disc/rotor) aluneca pe
substrat.
este necesara pentru a realiza
legatura arborelui cu substratul. Stratul de sacrificiu este
indepartat prin atac cu acid fluorhidric. In timpul
functionarii, elementul mobil (roata/disc/rotor) aluneca pe
substrat.
Pentru a obtine o imbinare
centrala este nevoie sa se respecte relatia: ![]() + b >
+ b > ![]() , astfel incat
jocul dintre arboreal fix si elementul mabil va fi dat de grosimea
oxidului de pe peretii laterali ai razei interioare a acestuia din
urma (
, astfel incat
jocul dintre arboreal fix si elementul mabil va fi dat de grosimea
oxidului de pe peretii laterali ai razei interioare a acestuia din
urma (![]()
O alta varianta de micromotor cu interstitiu axial, realizat, de asemenea, la University of California, College of Enginnering, Berkeley Sensor and Actuator Center, pretinde o suprainaltare a rotorului fata de substrat si stator.
Evitarea contactului dintre elemental mobil si substrat poate fi asigurata prin "imbinarea" dintre arbore si roata/disc/rotor prin intermediul unei flanse apartinand arborelui.
Realizarea flansei este posibila
daca se exploadeaza
un fenomen cunoscut in eroziune chimica
izotropa si anume atacul lateral sau "subtaierea".
Procesul de realizare a flansei (fig.7.9) utilizata ca material
de sacrificiu - dioxidul de
siliciu. Sunt folosite
doua depuneri polisiliciu
(![]()
![]() ), doua de
), doua de ![]() (
(![]() ) si patru
etape de fotolitografie (
) si patru
etape de fotolitografie (![]()
Pentru acelasi numar de depuneri ca si in cazul anterior, procesul tehnologic de realizare a flansei asigura o mai mare flexibilitate si posibilitatea de obtinere a unor structuri mai complexe, ca de exemplu parghii.
Dupa
depunerea unui prin strat de ![]() - CVD
si a unui strat de siliciu policristalin pe intreaga
suprafata a suportului de siliciu, este modelat
elementul mobil prin corodare in plasma reactiva (
- CVD
si a unui strat de siliciu policristalin pe intreaga
suprafata a suportului de siliciu, este modelat
elementul mobil prin corodare in plasma reactiva (![]() ). In urma
gravarii izotrope cu acid fluorhidric (
). In urma
gravarii izotrope cu acid fluorhidric (![]() ) se obtine
in stratul de sacrificiu deschiderea
corespunzatoare viitoarei flanse. Grosimea
stratului de
) se obtine
in stratul de sacrificiu deschiderea
corespunzatoare viitoarei flanse. Grosimea
stratului de ![]() se alege astfel incat corodarea
in adancime sa nu strapunga grosimea stratului
de
se alege astfel incat corodarea
in adancime sa nu strapunga grosimea stratului
de ![]() , in timp ce prin
marimea atacului
lateral se asigura marimea viitoarei flanse.
Un nou strat de
, in timp ce prin
marimea atacului
lateral se asigura marimea viitoarei flanse.
Un nou strat de ![]() , cu grosimea de ~
0,5
μm va garanta
marimea jocului dintre arbore si
elemental mobil (
, cu grosimea de ~
0,5
μm va garanta
marimea jocului dintre arbore si
elemental mobil (![]()
Prin
gravarea ![]() este deschisa suprafata de
legatura dintre suportul se siliciu si arborele de
polisiliciu.
este deschisa suprafata de
legatura dintre suportul se siliciu si arborele de
polisiliciu.
In urma depunerii unui strat de Si-poli pe
intreaga suprafata (![]() ) si
configurarea (
) si
configurarea (![]() ) se obtine
forma arborelui. Prin dizolvarea stratului de sacrificiu in acid fluorhidric
elementul mobil este eliberat. In timpul functionarii elementul mobil
aluneca pe flansa.
) se obtine
forma arborelui. Prin dizolvarea stratului de sacrificiu in acid fluorhidric
elementul mobil este eliberat. In timpul functionarii elementul mobil
aluneca pe flansa.
Pentru micsorarea
frecarii, pe suprafetele in contact care vor avea deplasari
reciproce se poate aplica un strat de ![]() ; s-a estimat
ca in acest caz coeficientul de frecare dinamica
; s-a estimat
ca in acest caz coeficientul de frecare dinamica ![]()
![]()
![]()
Utilizand aceste doua procese de baza au fost realizate parghii, roti dintate, roti de clichet si alte elemente constructive pasive.
Motor electronic integrat
Costructia sa a evoluat rapid de la prima varianta "side-drive" propusa initial in 1983 de Howe si Muller de la Universitatea Berkeley-California, la una din eltimele cunoscute - varianta "top-drive" autori Paratte-Rooij de la Universitatea din Neuchatel - Elvetia, in 1991.
Un astfel de motorutilizeaza pentru functionare fortele de atractie si respingere caracteristice electrostatismului. Aceste forte sunt direct proportionale cu sarcinile electrice ale elementelor structurii si invers proportionale cu patratul distantei dintre ele.In domeniul microstructurilor, unde distantele sunt de ordinul micrometrilor, la potentiale foarte scazute se pot obtine forte motrice apreciabile. Distanta dintre rotor si stator pe directie radiala sau frontala este de ordinul 0,50,8 μm. Cand statorul este alimentat cu un curent de un anumit sens, in palatele rotorului este indus un camp de sens contrar care face ca intre paletele rotorului si statorului sa apara o forta de atractie, ceea ce duce la rotirea rotorului; inainte de a se obtine o pozitie de echilibru paletele statorului vor fi alimentate cu un curent de sens contrar, astfel incat paletele rotorului, care initial fusese atrase, vor fi, acum, respinse in sensul rotatiei. Rotatia poate fi intretinuta prin reglarea sensului si frecventei curentului. Micromotorul va putea fi integrat pe aceeasi placheta cu microprocesorul si vor fi realizate simultan, prin aceleasi procedee tehnologice.
Pentru realizarea unui asemenea
micromotor se utilizeaza urmatoarele materiale:
polisiliciul tip n - obtinut prin CVD si dopare cu fosfor - ca
material de structurare a statorului
si rotorului; straturi de Si3N4 depuse prin CVD - ca
material de izolare; straturi de ![]() - ca
- ca
material de sacrificiu; suportul intregii structuri este o placheta din
siliciu monocristalin.
Procesul tehnologic simplificat de
fabricatie a motorului din varianta reprezentata in
fig. 7.10, rezulta din succesiunea principalelor operatii. In urma
prelucrarii mecanice care
asigura forma si rugozitatea suprafetei, se aplica o
polisare chimica pentru indepartarea
stratului cu defecte (fig. 7.10 a); doparea cu fosfor se face prin procedeul
difuziei selective
(fig. 7.10 b); configurarea polilor statorului (fig. 7.10 0^ realizeaza
prin eroziune in plasma
reactiva (RIE). Dificultatea care apare in continuare provine din faptul
ca nu toti polii rotorului
se suprapun peste polii statorului in timpul procesului de fabricatie,
deci nu au aceeasi
inaltime; de aceea in doua etape se vor pretinde depuneri de
grosime foarte mare (fig. 7.10
h, 7.10 1); substanta ce se depune este pe baza de Si02
si este o sticla fosfatica cu punct de
topire scazut PSG. Suprafata este acoperita prin pulverizare,
iar pianarizarea se obtine prin
incalzire.
Gravarea
din fig. 7.10 i, contribuie la formarea mansonului rotorului; adancimea de
corodare nu trebuie sa strapunga complet stratul de PSG, pentru
a mentine si in continuare
suportul de formare a elementului mobil, care este rotorul. O noua
configurare RIE (fig. 7.10
k) afecteaza numai zona din afara ariei rotorului. Prin depunerea
stratului de polisiliciu (fig.
7.10 n), urmata de configurarea lui (fig. 7 10 o), este obtinut
lagarul rotorului ca si legatura
cu polii statoruiui. Contactele de aluminiu se vor obtine prin evaporarea
termica in vid.
utilizand procedeul aditiv ('lift-off'). fn urma dizolvarii
stratului de sacrificiu structura va avea
configuratia finala rezultata din sectiunea
initiala.
Pentru
jocurile foarte mici din lagarele structurilor mobile este necesara o foarte
buna
calitate a suprafetei obtinute prin depunere pentru ca sa fie
redus pericolul biocarii prin
contact datorita tensiunilor superficiale si sa fie diminuat
coeficientul de frecare dintre
elementele mobile.
H.
Guckel si colaboratorii (7.13] au conchis ca, in procesul tehnologic de realizare
a structurilor mobile din poli-Si, doua etape
influenteaza in cea mai mare masura calitatea inferioare.
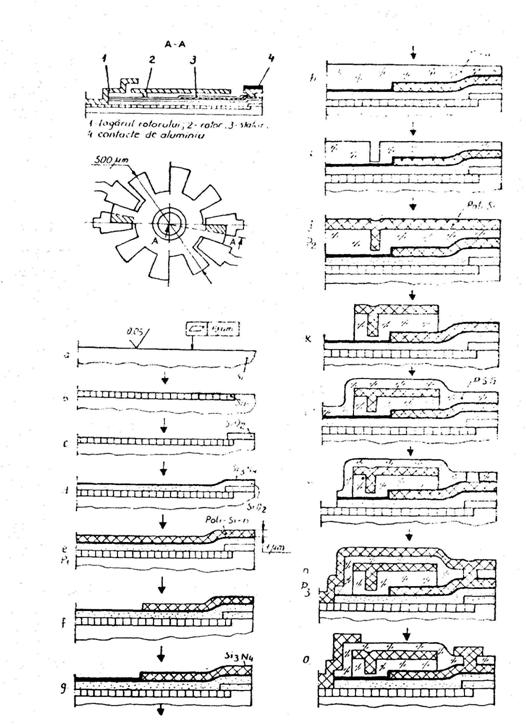
Fig. d: la corodarea anizotropa. in locul
solutiei clasice de EiDP care poate
penetra stratul lateral
de Si02 afectand dimensiunile membranei superioare, autorii
recomanda
un corodam constand din 85 voi. % echimolar solutie de
hidrazina in apa si 15 voi. %
etilendiamina, care nu dizolva straturi de Si02 mai
subtiri de 100 nm. Distantierii de Si02 se
formeaza prin atacul stratului intermediar cu solutie de acid
fluorhidric. Atacul continua pana
la realizarea trecerilor intre cele doua membrane, actionand uni sau
bilateral. in acesi lei
determinandu-se si dimensiunile aproximative ale distantierelor.
In urma atacului chimic pentru
distrugerea partiala a stratului de sacrificiu
membranele devin hidrofobe; daca utilizarea filtrului pretinde
proprietati hidrofile ale
membranelor acestea se obtin prin cresterea unui strat de -10 nm de
Si02 pe intreaga
structura.
Structuri rezonante
In structurile rezonante (fig. 7.16)
frecventa de rezonanta a elementului mecanic este
receptionata printr-un parametru fizic sau chimic. Pentru
masurarea frecventei de rezonanta
este nevoie de un mijloc de producere si de detectie a
miscarii. Vibratia poate fi produsa prin
diferite metode: termice, piezoelectrice, electrostatice. Detectia se
poate realiza cu
piezorezistoare, straturi subtiri piezoelectrice, electrostatic, prin
varierea capacitatii.
Structurile rezonante din polisiiliciu se fabrica,in genere, prin procedeul standard de microprelucrare, combinata cu tehnica stratului de sacrificiu (fig.7.1).
O cerinta importanta este obtinerea stratului din materialul de structurare cu tensiuni remanente cat mai mici, fiindca acestea pot influenta valoarea frecventei de oscilatie proprie. S-a constatat ca daca materialul are tensiuni remanente de compresiune frecventa de rezonanta va scadea iar structura va avea tendinta sa se deformeze prin incovoiere mai ales in cazul structurilor lungi. Tensiunile remanente de intindere cresc frecventa de rezonanta si reduc amplitudinea vibratiei.
La inducerea acestor
tensiuni contribuie modul de depunere a polisiliciului ca si
componenta stratului de sacrificiu.
Pentru obtinerea
unui strat de polisiliciu cu tensiuni scazute, granulatie fina si bune
proprietati mecanice se
recomanda, ulterior depunerii, o recoacere termica
rapida, la 1150°C,
in atmosfera de N2, cu.
incalzire .in ~ 2 secunde, si mentinere timp de 3 minute, cu racire
sub
600°C in ~ 2 secunde. Daca mentinerea
temperaturii timp mai indelungat nu afecteaza functionarea
dispozitivelor electronice cu care ar putea fi integrata microstructura
mecanica, se poate aplica un tratament cu un ciclu mal simplu: recoacere
la 1100°C timp de 20 minute.
Desi stratul de sacrificiu poate fi realizat din Si02-CVD depus pe un strat Si02 termic (care mareste aderenta la substrat), se recomanda ca, pentru structuri suspendate sa se utilizeze o succesiune de straturi: Si02 - termic (10% din grosime) + PSG (90% din grosime) si implantare superficiala de ioni de argon de joasa energie. Rezultatul este o rata superioara de corodare si o panta mai mica dupa care evolueaza marginea laterala a microstructurii, ceea ce conduce la micsorarea tensiunilor.
Structurile rezonante din diamant policristalin urmaresc un proces de fabricatie care tine cont de rezistenta foarte mare a diamantului la atacul chimic. S-au incercat corodari in plasma de 02 care au dat o rata de corodare extrem de mica (0,02 μm/min) si o selectivitate foarte scazuta intre materialul mastii si diamant. De aceea s-a recurs la varianta lift-off, cand structura se realizeaza prin depunere intr-un model preformat prin litografie.
Pentru ca depunerile de diamant policristalin sa fie aderente la substrat si compacte e nevoie ca substratul sa fie asperizat pentru a mari numarul centrelor de cristalizare.
La realizarea membranelor si a grinzilor simplu sau dublu incastrate din diamant policristalin se procedeaza asa cum rezulta din fig. 7.17.
Substratul utilizat - placheta de siliciu monoenstalin (100) tip p - este prelucrat pe ambele suprafete si apoi asperizat numai pe suprafata pe care se va depune stratul de diamant cu o pasta de lepuit pe baza de micropulberi de diamant cu dimensiunea de 0,25 μm.
'Forma' in care se va
depune selectiv materialul de structurare este din Si02 - termic. Pentru selectarea
zonelor de oxidare se utilizeaza un
strat de protectie din ![]() , care, pentru a
lasa loc depunerii de diamant, este apoi dizolvat (fig. 7.17 g),
descoperind zona asperizata.
, care, pentru a
lasa loc depunerii de diamant, este apoi dizolvat (fig. 7.17 g),
descoperind zona asperizata.
Pentru protejarea fetei inferioare in timpul corodarilor ea este acoperita cu un strai compact de fotorezist.
Eliberarea structurii rezonante este
urmarea corodarii anizotrope cu KOH:![]() (2:1) a
substratului.
(2:1) a
substratului.
Procedeul LIGA
Pentru obtinerea microstructurilor metalice si din polimeri, dezvoltate in spatiu, pe 2 1/2 axe si pe 3 axe, cu raport mare intre inaltimea si dimensiunea lor in plan, a fost facut cunoscut, in anul 1980, procedeul LIGA. Cel care a comunicat aparitia acestui nou procedeu de lucru a fost Wolfgang Ehrfeld, de la Centrul de Cercetari Nucleare din Karlsruhe. Prima realizare a fost o minicentrifuga pentru separarea izotopilor de uraniu, din nichel, a carei dimensiune minima in plan era de 5 μm si avea o inaltime de 300 μm.
Numele procedeului este un acronim al denumirilor in limba germana ale metodelor de lucru pe care se bazeaza procedeul: Lithographie, Galvanoformung, Abformung (litografie, galvanoplastie, modelare/turnare).
Procedeul si-a gasit numeroase aplicatii: zone Fresnel, elemente fluidice, lentile si prisme din PMMA, microcontacte din nichel, microbobine de cupru, cleme metalice si roti dintate din nichel formate pe un substrat separat si asamblate ulterior cu arborii, prisme hexagonale din nichel - adaosuri metalice pentru materiale compozite, duze pentru tragerea fibrelor din materiale plastice, microturbine din nichel sau cupru - cu fibra optica integrate pentru masurarea turatiei turbinei, micromotoare magnetice, micromotoare electrostatice, masti metalice pentru structurarea in plasma a suprafetelor asferice nanometrice.
Descrierea procedeului peniru structuri spatiale 2 1/2D si 31
Procesul tehnologic schematic de obtinere a microstructurilor prin procedeul LIGA rezulta din figura 8.1.
Spre deosebire de procesele de microprelucrare a siliciului prezentate anterior, la aplicarea procedeului LIGA grosimea stratului de rezist corespunde cu inaltimea dorita a microstructurii, deci va fi de cateva sute de micrometri; substratul se prefera a fi metalic, iar daca este dielectric sau semiconductor - el va fi acoperit inainte cu un strat metalic subtire care sa-i confere proprietati conductive; rezistul utilizat este PMMA (denumirea comerciala: PLEXIGLAS); masca prin intermediul careia este configurat stratul de rezist este de o constructie speciale, astfel incat sa aiba calitati absorbante sau transparente pentru radiatia utilizata; radiatia X sincrotronica folosita, de lungime de unda 0,12 nm are calitatea de a fi foarte puternica - pentru a putea actiona pe intreaga grosime foarte mare a rezistului, are o divergenta foarte mica apreciata la ~ 5 mrad (practic, radiatia este paralela) si aceasta permite obtinerea peretilor verticali de mare inaltime (de altfel, litografia cu radiatie X sincrotronica poarta si numele de 'litografie adanca').
Zonele expuse radiatiei X vor deveni usor solubile in developam, deci PMMA lucreaza ca an rezist pozitiv.
Etapele de expunere si developare (figura 8.1 a) reprezinta faza de LITOGRAFIE.
Utilizand depunerea galvanica rezulta un profil negativ al formei obtinute din rezist; se poate depune cupru, nichel, aur sau orice alt metal; depunerea este selectiva si se face pe substratul conductiv neacoperit de configuratia din rezist. Daca grosimea stratului metalic depus este inferioara grosimii stratului de PMMA, dupa indepartarea rezistului se obtine microstructura metalica unicat. Daca depunerea galvanica continua pana la acoperirea completa a modelului de PMMA, se obtine o forma cu goluri reprezentand negativul modelului. Rigiditatea formei depinde de grosimea stratului metalic care acopera modelul. Aceasta este etapa de GALVAN1ZARE.
In continuare, prin aplicarea unei placi de injectare prin reteaua careia se poate injecta material plastic, se pot obtine rapid si ieftin numeroase copii din polimeri; este faza de MODELARE/TURNARE/INJECTARE.
Poate urma o a doua GALVANIZARE care va copia - in negativ - profilul structurilor din polimeri, fixate la placa de injectare. Placa metalica de turnare, acoperita in prealabil cu un strat de separare, va servi drept electrod, iar depunerea galvanica va reprezenta copia independenta metalica (productie de serie).
Forma din polimeri poate constitui modelul pentru presarea pulberilor ceramice; se obtin astfel piese unicat a caror desprindere de pe model se va face prin distrugerea acestuia.
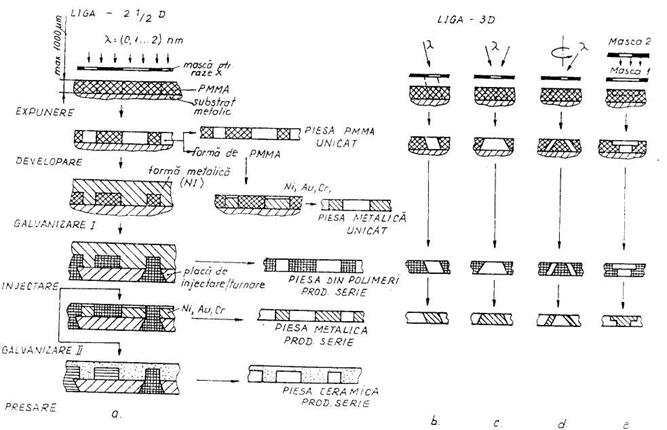
Fig. 8.1. Principiul procedeului LIGA:
a-pentru structuri in spatiu 2 1/2D; b-pentru structuri in spatiu 3D, cu inclinarea fasciculului de electroni; c-pentru structuri in spatiu 3D, cu dubla inclinare a fasciculului de electroni; d- pentru structuri in spatiu 3D, cu inclinare si rotirea fasciculului de electroni in jurul axei perpendiculare pe substrat; e-pentru structuri in spatiu 3D, cu expunerea succesiva prin masti de configuratii diferite.
Pentru obtinerea microstructurilor 3D exista mai multe variante (fig. 8.1 b, c, d, e) care se deosebesc intre ele prin etapa de expunere. Radiatia X poate fi inclinata cu unghiuri diferite fata de suprafata rezistului, poate fi rotita sau expunerea se poate face secvential -in fiecare secventa folosindu-se cate o masca cu configuratii diferite.
Masca pentru radiatie X sincrotronica
Masca pentru radiatie X sincrotronica are trei componente distincte:
- un suport cu cat mai mare transparenta la radiatia X, de grosime cat mai mica si care sa poata fi obtinuta sub forma de membrana subtire;
- pentru asigurarea contrastului e
necesar un material absorbant care sa poata avea
o grosime cat mai mare, fara ca precizia conturului
configuratiei sa fie afectata;
- o rama care sa asigure rigiditatea mecanica necesara pozitionarii, centrarii si schimbarii automate a mastii.
Dintre materialele suport care indeplinesc conditiile de mai sus se utilizeaza siliciul si titanul, dar pentru motive de stabilitate dimensionala se recomanda, de asemenea, beriliul si nitrura de bor. Grosimile de membrana care asigura transparenta de 90% a radiatiei sincrotronice cu lungimea de unda X=0,53 nm sunt urmatoarele: beriliu - 19 μm, nitrura de bor - 6,7 μm, siliciu - 0,55 μm, titan - 0,45 μm.
Ca material absorbant se recomanda aur, wolfram sau tantal. Capacitatea absorbanta este apreciata prin raportul intre densitatea de putere a radiatiei rezultata la trecerea prin zona transparenta si prin zona opaca; acest raport trebuie sa depaseasca valoarea 1000 pentru ca masca sa fie considerata a avea contrast suficient. Grosimile uzuale sunt de - 17 um pentru aur si ~ 18 um pentru wolfram.
Structura absorbanta poate fi obtinuta prin procedee substractive sau aditive (lift-off) -acestea din urma asigurand o rezolutie mai buna, primele asigurand un traseu tehnologic mai scurt.
O combinatie intre cele doua procedee face posibila obtinerea structurii absorbante diiitr un prim strat metalic subtire structurat substrativ, urmand ca cea mai mare parte din structura absorbanta de aur sa fie structurata aditiv.
Pentru configurarea structurii absorbante de grosime mare este nevoie de o masca intermediara.
Principalele etape ale tehnologiei de realizare a mastii pentru procedeul LIGA sunt:
- obtinerea suportului;
- structurarea stratului de rezist pentru masca intermediara;
- depunerea galvanica a structurii absorbante;
- copierea mastii intermediare pe masca de lucru.
Reproducerea microstructurilor spatiale
Pentru obtinerea matritelor in vederea multiplicarii discurilor audio, compact-discurilor, a video-discurilor, pentru copierea rasterelor lenticulare, pentru reproducerea operelor de arta in basorelief, pentru copierea unor structuri naturale cu configuratii interesante, ca pielea unui animal, ochiul fafetat al unei insecte, etc, poate fi folosita succesiunea de etape reprezentata in fig. 8.8.
Stratul de lac fotosensibil (lac acrilic sau rasina epoxidica) este uniformizat prin presare cu substratul.La expunere in UV lacul va polimeriza si sevaintari, preluand profilul suprafetei cu care a venit in contact;rezulta astfel copia in negativ a originalului care poate constitui forma de reproducere a profilului initial fie prin injectare, fie printr-o noua galvanizare.
Pentru copierea ochiului fajetat alunei albine[8.15], la capatul unei baghete subtiri de sticlas-a aplicat o picatura de fotolac care a fost usor presata pe suprafata ochiului albinei; prin expunere timp de ~ 10s la radiatie UV, picatura a polimerizat luand forma conjugata a ochiului albinei. Folosind bagheta de sticla ca suport,procesul tehnologic a continuat dupa schema din fig.8.8.
Matrite de multiplicarea discurilor
Pentru obtinerea matritelor de multiplicare a discurilor de pick-up si a discurilor cu citire optica (fig. 8.9) se porneste de la un model diferit, dar este urmata aceeasi succesiune de etape.
La discurile de pick-up modelul (fig. 8.9 a) este format intr-un strat de lac pe baza de nitroceluloza in care o mica spatula incalzita transforma semnalul de pe banda intr-o vibratie materializata printr-o urma in spirala, cu pasul de ~100 μm si adancimi de ~ 25 μm.
La discurile cu citire optica modelul (fig. 8.9 b) este format dintr-un suport de sticla polisata, acoperit cu un strat de lac fotosensibil. Informatia este inregistrata sub forma unor adancituri de latime 0,4 μa, lungime 0,52 μm si adancime corespunzatoare grosimii de lac fotosensibil - 0,12 μm (sau proeminente - functie de tipul de disc), dispuse dupa o spirala cu pasul de 1,6 μm.
Inregistrarea se face cu un laser de argon cu λ = 458 nm, al carui spot cu dimensiuni de ~ 400 nm este focalizat pe suprafata lacului fotosensibil.
Tabelul 8.3
|
Cerinte ale stratului metalic |
Metale |
|||||
|
Al |
Ag |
Au |
Ni |
Cu |
Cr |
|
|
Coeficient de reflexie mare Stabilitate Ia contactul cu aerul Stabilitate in baia de nichelare Proprietati de strat separator Selectivitate la coroziune, fata de Ni Conducubilitate electrica |
- - - + + |
|
|
|
- + + + + |
|
![]() Lacul
fotosensibil este pozitiv, deci prin expunere devine solubil in developam;
aceasta a fost etapa de litografie - utilizand expunere cu fascicul laser.
Lacul
fotosensibil este pozitiv, deci prin expunere devine solubil in developam;
aceasta a fost etapa de litografie - utilizand expunere cu fascicul laser.
Modelul este apoi acoperit cu un
strat conductor (fig. 8.9 c). care - la discurile cu
citire optica - trebuie sa aiba un grad de reflexie sporit,
pentru ca originalul sa poata fi citit.
In principiu, pot fi utilizate diverse materiale metalice, care insa trebuie sa raspunda la mai multe cerinte impuse de procesul tehnologic.
Tabelul de mai sus lamureste de ce este ales argintul ca material de placare.
Depunerea stratului de argint se poate tace prin evaporare termica in vid, pulverizare catodica sau reducere chimica din solutie: pentru discurile obisnuite se foloseste ultima metoda; pentru discurile cu citire optica se recomanda evaporarea, deoarece prin depunere chimica rezulta o suprafata mai rugoasa.
Etapele reprezentate in fig. 8 9 d -g sunt de galvanizare, iar ca forma de lucru, deci ca matrita pentru realnarca copiilor in serie este utilizat cel de al doilea profil negativ
Formarea discurilor (fig. 8.9 h) este
diferita functie de natura polimerului utilizat
pentru obtinerea corpului discului sau altfel spus - suportul
informatiei. Profilul formei poate fi copiat prin polimerizarea unui
lac fotosensibil la radiatia UV (![]() ), prin injectarea
unui polimer termoplastic (h2). Prin presarea unui
polimer termorigid (h3).
), prin injectarea
unui polimer termoplastic (h2). Prin presarea unui
polimer termorigid (h3).
Componente din PMMA
PMMA - rezisrul folosit in procesul LIGA are si proprietati optice (o varianta a sa poarta numele comercial de PLEXIGLAS); de aceea el a fost folosit si pentru obtinerea microlentilelor, a microprismelor si a altor componente sau chiar intregi sisteme din optica integrata.
Divizor de fascicul care utilizeaza o prisma. Solutia a fost folosita in constructia unui senzor de distanta si este foarte ieftina din punct de vedere al realizarii. Pentru obtinerea structurii se utilizeaza numai prima etapa a procedeului LIGA - litografia cu radiatie X sincrotronici.
Fibrele optice sunt pozitionate sub microscop si sunt acoperite cu un strat de PMMA; dupa expunere la raze X si developare, PMMA din spatiul dintre fibrele 1 si 2 - fiind expus - este dizolvat, in timp ce restul polimerizeaza, creand ansamblul celor patru componente: cele trei fibre optice si prisma din PMMA.
Elementul fluidic este realizat, de asemenea, utilizand numai prima etapa a procedeului LIGA - litografia cu radiatie X sincrotronica. Raza cea mai mica de racordare este de 20 μm, iar inaltimea microstructurii este de ~ 120 μm.
Membrane metalice
Membranele metalice cu grosimi de 5500 μm, cu orificii de diferite forme si dimensiuni, confectionate din metale pure, sunt produsul ideal pentru aplicarea procedeului LIGA.
In functie de domeniul de grosimi, de rezistul si de sursa de expunere folosite, rezultatele pot fi diferite.
Pentru piese metalice cu profil complex in plan si grosimi cuprinse intre 5 si 300 μm (folie de ras de la masinile de ras uscat, discuri incrementale metalice, masti pentru depuneri selective, saibe elastice de contact, diafragme profilate, grile pentru componente integrate, lamele ale diafragmei Iris de la aparatele de fotografiat, lamele de contact, site pentru fabricile de zahar etc.) poate fi utilizat procedeul clasic de galvanoplastie .
Margini verticale si drepte nu pot fi obtinute decat prin utilizarea unui rezist aplicat intr-o grosime mai mare decat inaltimea structurii, astfel incat prin depunere galvanica sa nu se depaseasca limitele formei modelate in rezist. Pentru ca rezistul sa reactioneze pe toata grosimea lui este nevoie de o radiatie de mica lungime de unda si putere foarte mare: radiatia X sincrotronica.
Microbobine
Microbobinele (fig. 8.12 a) sunt din cupru.
Pentru a preveni
scurtcircuitarea, infasurarea trebuie realizata pe un substrat
izolator (placa ceramica sauplacheta de siliciu) pe care mai
este aplicat un strat izolator (Si3N4 - de exemplu) si apoi un strat
metalic
(de obicei titan). Dupa etapele de litografie adanca cu
radiatie X sincrotronica si galvanizare urmata de
dizolvarea formei de PMMA, este indepartat stratul detitan dintre spirele bobinei prin corodare uscata sau chiar umeda; la corodarea umeda timpul de corodare trebuie controlat pentru a se evita pericolul corodarii si al stratului de titan de sub spire. Controlul procesului de corodare este asigurat prin masurarea inductivitatii bobinei si intreruperea procesului la atingerea valorii proiectate.
Daca asemenea microstructuri trebuie realizate pe suprafetele deja procesate ale
plachetei de siliciu si pentru a evita deteriorarea acestora se poate proceda la aplicarea unuiprocedeu de curand facut cunoscut (comunicat in 1992) si anume 'realizarea microstructurilor metalice prin imprimare' (fig. 8.12 b).
Se aplica un strat de monomer care prin polimerizare trece intr-un polimer termoplastic, de exemplu PMMA (fig. 8.12 b,). Dupa intarire se incalzeste toata placheta pana la temperatura de inmuiere a polimerului, - 160°C pentru PMMA, cand forma pregatita prin litografie adanca, este imprimata prin presare in stratul vascos, pana la o oarecare distanta de stratul metalic; prevederea este necesara pentru ca presiunea sa nu deterioreze structura din placheta de siliciu, care are denivelari de 13 ^m. Se raceste pana la ~80°C, dupa care forma este indepartata (fig. 8.12 D2). Stratul izolator ramas este indepartat prin corodare in plasma reactiva (RIE) de oxigen. Dirijarea perpendiculara a ionilor pe substrat este importanta pentru a nu modifica grosimea structurii. Inaltimea formei trebuie astfel proiectata incat sa fie compensata corodarea ei si in planul superior (fig. 8.12 D3).
Stratul descoperit de titan va reprezenta catodul la galvanizarea selectiva pentru formarea microstructurii metalice. Forma de PMMA este indepartata prin corodare umeda selectiva (fig. 8.12 b4). Izolarea electrica intre spirele bobinei este realizata prin corodarea in plasma reactiva de argon sau corodare umeda. Legaturile electrice cu placheta de siliciu, in etapa de procesare a siliciului sunt asigurate prin deschiderea in stratul izolator de Si3N4 a zonelor de conectare, utilizand procesele fotolitografice (fig. 8.12 b5).
Microstructuri metalice mobile
Microstructurile metalice mobile [8.24] care pot fi obtinute prin procedeul LIGA se impart in doua mari categorii:
- microstructuri complet independente care sunt asamblate in micromecanisme prin manevrarea lor cu micromanipulatoare; avantajul deosebit al acestei variante consta
in posibilitatea de a asambla componente din materiale foarte diferite (micromotoare magnetice planare, micromotoare electrostatice, roti dintate, parghii);
- microstructuri libere la unui din capete si fixate cu celalalt capat la substrat (elemente elastice cu rol de senzori, elemente elastice de asamblare).
Principala tehnica pe care se bazeaza tehnologia acestor microstructuri metalice mobile este aceea a 'straturilor de sacrificiu'; aceasta are aceeasi semnificatie ca si in cazul microstructurilor mobile semiconductoare, dar adaptata procesului LIGA (fig. 8.13).
Pentru ca majoritatea elementelor constructive ale unei structuri mobile trebuie sa fie izolate electric, substratul pe care sunt ele constituite se recomanda sa fie un izolator: o placheta de siliciu acoperita cu un strat izolator sau o placheta de ceramica.
Pe suprafata suportului se depune, prin evaporare termica in vid sau pulverizare, un strat metalic, care mai departe va trebui sa serveasca drept electrod, la depunerea galvanica; acest strat mecanic trebuie sa aiba si o foarte buna aderenta la substrat. Se utilizeaza de obicei un strat dublu: crom - pentru asigurarea aderentei la suportul microstructurii si argint - pentru asigurarea aderentei depunerii galvanice. Acest dublu strat metalic, cu grosimea mai mica de 1 μm, va fi configurat prin litografie optica si
corodare chimica umeda (fig. 8.13 a).
Se aplica apoi, prin depunere chimica din stare de vapori, stratul de sacrificiu, care trebuie sa indeplineasca mai multe cerinte:
- buna capacitate de configurare;
- buna aderenta la rezistul utilizat pentru litografia adanca cu raze X;
- buna aderenta la stratul galvanic ce va fi depus;
- bune calitati de inipere a depunerii;
- capacitatea de a fi usor indepartat ('sacrificat').
Ca material de sacrificiu pentru procedeul LIGA s-a ales titanul, care este foarte bine atacat de acidul fluorhidric; acidul fluorhidric nu ataca niciunul din materialele metalice utilizate in procedeul LIGA: Cr, Ag, Ni, Cu. Stratul de sacrificiu ar trebui sa fie mai gros - pentru a crea un spatiu suficient structurilor mobile, dar grosimea mare compromite precizia configurarii prin fotolitografie si corodare umeda; la grosimi mari tensiunile interne cresc si aderenta poate fi diminuata. Grosimea uzuala este de 5 μm.
Stratul de titan este astfel structurat (fig. 8.13 b) incat partile mobile ale microstructurii sa fie realizate pe stratul de titan, in timp ce partile fixe vor fi 'cladite' pe
stratul cu rol conductiv (Cr+Ag).
La configurarea stratului de rezist prin litografia adanca cu raze X se va tine cont de configuratia straturilor anterior depuse (fig. 8.13 c).
La operatia de microgalvanizare (fig. 8.13 d), stratul de amorsare a depunerii poate fi cel conductiv si/sau cel de aderenta.
Dupa indepartarea modelului din rezist (fig. 8.13 e), stratul de sacrificiu va fi inlaturat prin corodare umeda selectiva cu acid fluorhidric - 0,5% (fig. 8.13 f), structura
eliberata astfel de legatura cu suportul devenind mobila.
Micromotor magnetic planar
Micromotorul magnetic planar [8.19; 8.20] din fig. 8.14, este un exemplu de constructie hibrida la care polii statorului, arborele rotorului si arborii rotilor dintate sunt realizati din nichel direct pe substrat (fig. 8.14 a); rotorul si rotile dintate sunt realizate din nichel - dar ca structuri independnete (fig. 8.14 b); in urma asamblarii rezulta microstructura completa (fig. 8.14 c). Din dimensiunile componentelor se asigura un joc radial de -0.5 μm. inaltimea microstructurilor este de - 100 μm.
Cheltuielile de montaj sunt foarte ridicate.
La Institutul de microtehnica al Centrului de cercetari nucleare din Karlsruhc a fost realizat un motor electrostatic din nichel, cu diametnil rotorului de 400 μm si inaltimea componentelor de 100 μm. Jocul dintre rotor si arbore este de 4,3 μm. Se vede suprafata laterala a componentelor, care prin depunere galvanica a copiat striurile din forma de PMMA, ca si aspectul suprafetei frontale obtinuta prin depunere.
Microturbina
Microturbina din fig.8.16 este confectionata odata
cu locasul fix in care
ea
se roteste, ca si cu arborelec are o centreaza prin tehnica straturilor de sacrificiu.