C. CAJELE DE LAMINARE
Indiferent de tipul laminoarelor, cajele de lucru ( fig.1) constau in general in urmatoarele subansambluri:
-cadrele laminorului 1,care reprezinta elementele de rezistenta ale cajei, pe ele montandu-se direct sau indirect, toate celelalte subansambluri;
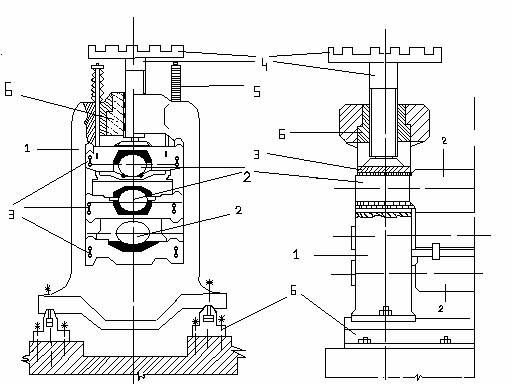
fig. 1 Ansamblu unei caje de laminare
- cilindrii de lucru 2 intre care se executa deformarea laminatului;
- legarele 3, care sustin cilindrii prin intermediul fusurilor;
- dispozitivul de echilibrare a cilindrilor 5, care poate fi cu tiranti si arcuri, cu contragreutati, hidraulic etc.;
-placile de baza 6, prin intermediul carora carjele se monteaza pe fundatie, asiguransu-se totodata si coaxialitatea cajei de lucru in cazul amplasarii acestora in linie.
CADRELE
Din punct de vedere constructiv se intalnesc cadre de tip inchis (fig. 1) si cadre de tip deschis (fig.2), care sunt farmate din cate doi stalpi, o traversa inferioara si o traversa superioara ( demontabila in cazul cadrelor de tip deschis ).
Spatiul liber dintre satlpi si traverse, in care se monteaza lagarele cilindrilor de lucru, poarta denumirea de fereastra cadrul
Cadrele de tip inchis, fiind mai rigide, se folosesc la laminoare la care apar forte importante, cum ar fi laminoare degrosoare (bluminguri, selbinguri), laminoare pentru profilele grele, laminoare pentru table si benzi, pe cind cadrele de tip deschis se folosec la laminare de profile mijlocii si usoare, avand avantajul unei rapide schimbari a cilindrilor de lucru prin indepartarea traversei superioare.
Cadrele sunt executate prin turnarea de otel, prelucrandu-se apoi prin aschiere suprafata interioara a ferestrei si talpie cu care cadrul se sprijina pe placile de baza. Cele doua cadre ale fiecarei carje sint unite intre ele cu traverse turnate, prinse cu buloane.
De obicei stalpi cadruli sint captusiti cu placi de uzura, in zona in care pot fi loviti de laminatele transportate pe calea cu role, si cu glisire, pe partea unde stalpii vin in contact cu lagarele.
In timpul exploatari, cadrelor li se vor asigura o buna lubrifiere a glisierelor, in special la laminoarele la care se executa permanent deplasarea pe verticala a cilindrului superior. De asemene, odata cu opririle laminoarelor, in vederea schimbari cilindrilor, se va curata si verifica gradul de uzura a glisierelor, iar daca se constata o uzura pronuntata se va proceda la inlocuirea lor, deoarece dind nastere la jocuri prea mari ale lagarelor in fereasta cadrului micsoreaza precizia dimensionala a laminatelor.
Cu ocazia revizilor sau opririlor pentru diferite reparatii ale laminorului se va verifica intodeaunadaca nu s-au slabit buloanele de prindere a cadrelor pe placi de baza sau de prindere a traverselor ce unesc intre ele cadrele. De asemanea, se vor controla daca diferentele elemente ale cadrelor nu prezinta fisuri ce ar putea periclita rezistenta acestora.
Placile de uzura sin partea inferioara a stalpilor se vor schimba intodeauna cand au suferit deformari sau degradari pronuntate.
.
2 CILINDRII DE LUCRU
Acestia sint destinati executari operatiel propriu-zise de defotmare, dand laminatului forma si dimensiunile necesare. In timpul procesului de laminare, cilindrii de lucru sint aceia care suporta presiunile materialului deformat si solicitarile de lucru sint aceia care suporta presiunea materialului deformat si solicitarile termice ce apar in special in cazul laminari cald.
Cilindrii de lucru (fig. 3) sint fotmati din urmatoarele elemente: tablia cilindruli 1, care poate fi netede in cazul laminari bramelor, tabelelor si benzilor, sau profilata (calibrata) pentru cazul laminarii semifabricatelor si profilelor; la extremitatile tablei si afla fusurile cilindrului 2, prin care acesta se sprijina pe lagare, iar in continuarea fusurilor elementele de cuplare 3 a cilindrului cu barele de cuplare.
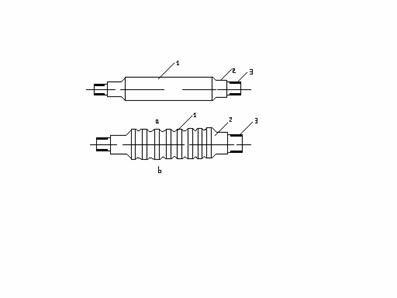
Fig. 3. Cilindrii de lucru ai laminorelor
a - cu bablie neteda; b - cu tablie calibrata.
Cilindrii de lucru trebuie sa aiba rezistenta mecanica si durabilitate mare. Aceste proprietati se pot obtine printr-o alegere corespunzatoare a materialului si a tehnologiei de fabricatie a cilindrilor in consordanta cu destinatia acestora. Astfel, cilindrii de lucru ai laminoarelor se pot executa prin turnarea din fonta cenusie, fonta cu crusta dura si fonta aliata, cit si prin turnarea sau forjarea din otel carbon sau otel aliat, realizandu-se duritati ale tablei cuprinse intre 150 si 800 HB.
Intretinerea cilindrilor de lucru ai laminoarelor incepe din momentu in care acestia intra in gestiunea lamnorului. Astfel, depozitarea cilindrilor se va efectua numai in zone acoperite, pe perechi si tipuri de profile, folosindu-se stative speciale pentru evitarea caderi cilindrilor si a deteriorarii prin lovire a fusurilor sau a tableai cilindrilor. Cilindrii ce urmeaza a fi depozitati vor fi curatati cu atentie, iar zonele fusurilor si a elementelor de cuplare vor fi protejate prin acoperirea cu vaselina.
Cilindri urmeaza a fi luati din depozit sau din strungaria de cilindri, pentru a fi introdusi in carjele de lucru a laminorului, vor fi foarte minutios curatii de stratul de unsoare, de preful si murdaria depusa pe fusuri, se vor spala apoi cu petrol, iar dupa uscare, fusurile se vor unde din nou cu vaselina. Cu aceasta ocazie se va controla si gradul de uzura a fusurilor, luindu-se masuri de rectificare a suprafetei acestora daca este necesar.
Inainte de introducerea cilindrilor se vor curata si spala atat lagarele, cit si zonele invecinate pe care ar putea reprezenta o sursa de murdarire a fusurilor in timpul montajului.
Dupa asezarea cilindrilor in lagare se va verifica orizontalitatea acestora si coaxilitatea lor cu cilindrii cajei de angenaj sau cu cilindrii celor invechite (in cazul laminoarelor cu caje amplasate in linie) cunoscut fiind faptul ca montarea cilindrilor fara respectarea orizontalitati si a coaxialitatii lor da nastere la eforturi suplimentare in diferite zone ale cilindrilor generatoare de uzura.
Pentru o exploatare rationala a cilindrilor de lucru se va evita incalzirea neuniforma a acestora, racitea lor brusca, introducera laminatoarelor reci in cilindrii (in cazul laminari la cald), oprirea laminorului cu laminatul intre cilindri, caderea oxizilor in zona fusurilor, lipsa racirii si ungerii fusurilor si tablei cilindrilor etc.
In cazul laminarii tablelor si benzilor, inaitea inceperi procesului de incalzire electrice sau cu gaz (ce se aseaza pe cilindrii) sau prin laminarea cu reduceri mici a unor laminate (brame sau platine) bine incalzite.
In timpul cit laminorul merge in gol sau se opreste, se va intrerupe si apa de racire pentru evitarea racirii bruste a cilindrilor.
Pentru evitarea racirii cilindrilor, in timpul laminarii unor laminate ce prezinta curbari sau despicari ale zonei posterioare, se va reduce la minimim viteza de laminare in perioada cit aceaste zone trec printre cilindri.
Daca in timpul laminari se va opri motorul de actionare a laminorului, neintarziat se va proceda la ridicarea cilindruluisuperior pentru eliberarea laminatului, dupa care se va scoate din caja cu ajutorul pododului rulant.
In cazul laminarii la rece a tablelor si benzilor, calitatea acestora depinde de masuta si mai mare starea cilindrilor de lucru, decat in cazul laminari la cald. Din acesta cauza, pentru cilindrii de lucru ai laminorilor de table si benzi la rece se cer o serie de conditii mult mai severe. Astfel, tablia cilindrilor trebuie sa fie foarte neteda si lipsita de orice fel de defecte (fisuri, exfolieri de material, imprimari, incluziuni, urme de croziune etc.). aparitia unui oricat de min defect pe suprafata cilindrilor va necesita scoterea lor din caja pentru a fi din nou rectificati.
Si in cazul cilindrilor pentru laminarea la rece se recomanda incalzirea lor inainte de inceperea procesului de laminre pana la o temperatura de 40-45 pentru a se obtine prin dilatare profilul necesar. Aceasta incalzire se realizeaza de obicei prin introducerea in sistemul de racire a cilindrilor a emulsiei incalzite la o temperatura corespunzatoare condiitilor concrete ale laminorului.
Su se va admite sub nici o forma ca incalzirea cilindrilor sa se realizeze prin rotirea lor sub o presiune rezultata prin starangerea cilindrilor unul asupra celuilalt, aceasta practica conducand la deteriorarea suprafetei de lucru a cilindrilor.
In cazul in care incepe laminarea fara o prealabila incalzire a cilindrilor se reconamda folosirea vitezelor de laminare inferioare, urmand sa se mareasca viteza pe masura ce cilindrii laminorului se incalzesc.
Pentru marirea reducerii la laminarea la rece se practica lubrifierea continua a zonei de deformare. In acelasi timp, datorita efectului termia al deformari care incalzeste cilindrii, acestia trebuie continuu raciti. Aceste doua conditii sunt realizate de agentul de ungere si racire, care, in majoritatea cazurilor, este o emulsie in apa a unor uliuri minerala sau vegetale, concentratia variind in functie de conditiile de laminare intre 2 si 15%. In timpul laminari se va urmarii continuu ca agentul de ungere si racire sa corespunda din punct de vedere calitativ si sa fie distribuit pe cilindrii cu beditul si presiunea necesare, astfel ca profilul cilindrilor sa se mentina constantii, iar banda laminata sa nu prezinte diferente de grosima pe latimea sau lungimea sa.
In momentul in care laminarea s-a terminat, se varidica imediat cilindrul superior pana la obtinerea unui salt intre cilindrii de 2-3mm, dupa care se intrerupe stropirea cilindrilor cu agentul de racire si ungere, pentru ca cilindii sa nu se deformeze prin starngere unul asupra celuilalt si respectiv pentru ca cilindrii sa nu se raceasca sub temperatura recomandata.
Repararea cilindrilor de lucru ai laminoarelor consta in general din restrunjiri si rectificari a tabli si fusurilor acestora. Astfel, pe masura ce se lamineaza o cantitate mai mare de profile pe un anumit calibru, acesta se uzeaza schimbandu-si forma si dimensiunile, cea ce atrage dupa sine obtinerea de profile finite cu dimensiuni ce nu se mai incadreaza in tolerantele date prin standarde. Acesti cilindrii sunt schimbati, urmand a fi restrunjiti. Se restunjesc de asemena si cilindri la care au aparut fisuri pe suprafetele calibrelor, deoarece acestea conduc la aparitia de defecte pe lamite, cum sunt imprimari sau suprapuneri de material.
In cazul cilindrilor pentru laminorele de table si benzi nu se efectueaza restrunjirea tablei decat in situatia in care defectele sunt foarte adinci. De obicei, se executa o slefuire prin care diametrul cilindrilor se reduce doar cu 0,25-0,5mm.
Slefuirea ambilor cilindri de lucru se va efectua chiar daca unu din cilindri nu prezinta defecte de suprafata sau un grad de uzura prea avansat, deoarece ambii cilindri trebuie sa prezinte acelasi grad de prelucrare pe suprafata tabliei pentru a crea aceleasi conditii de frecare in contact cu laminatul, iar diferenta dintre diametrele lor sa nu depaseasca valorile recomandate.
Avend in vedere ca dupa ce cilindrii au fost restrunjiti pana la diametrul minim admis ei reprezinta inca o cantitate de material metalic foarte mare, in care s-a inglobat multa mnopera, iar retopirea lor reprezinta pierderi importante, s-au cautat diferite metode de prelungire a durabilitatii cilindrilor de lucru ai laminoarelor.
O metoda larg folosita in sectiile de laminoare o reprezinta incarcarea cu sudura a suprafetei tabliei cilindrilor pe o grosime ce variaza intre 1 si 40 mm. Aceasta metoda se preteaza foarte bine la cilindri din otel si un continut de carbon sub 0,6% si la clindri din otel aliat cu un continut de Cr si Mn nu prea ridicat.
Incarcarea cu sudura a tabliei cilindrilor se executa automat pe masini speciale care permit rotirea continua a cilindrului, simultan cu deplasare transversala a unui electrod fara sfarsit, realizadu-se astfel un cordon de sudura elicoidal in jurul cilindrilor.
O alta metoda, folosita pentru micsorarea uzurii cilindrilor, respectiv pentru cresterea durabilitatii lor, o constitue marirea duritatii tabliei cilindrilor prin calire superficiala pe instalatii cu curenti de inalta frecventa. Duritatea stratului calit, care este in jurul a 3 mm grosimi, depaseste in general 600-700 HB. In acest fel,durata in exploatare a cilindrilor se poate dubla.
3. LAGARELE
Avand in vedere conditiile grele in care lucreaza lagarele cilindrilor de lucru ai laminoarelor, caracterizate de presiuni mari (200-500 da N/cm2 ) si temperaturi ridicate (pana la 300-350 C), intretinerea, exploatarea si repararea acestora reprezinta operatii de mare raspandire si consecinte imediate a supra bunei functionari a laminoruli in ansamblu.
Lagarele cilindrilor de lucru se pot imparti, din punct de vedere constructiv, in trei mari grupe:
-lagare cu alunecare de tip deschis, cu cuzineti metalici si nemetalici;
-lagare cu alunecare de tip inchis cu frecare lichida (tip Morgoil);
-lagare cu rostogolire ( rulmenti).
Lagarele cu alunecare de tip deschis se folosesc in deosebi la laminoarele degrosoare (bluminguri si slebinguri), la laminoarele de tabla groasa si la laminoarele de profile grele. De asemenea, aceste lagare se intalnesc la aproximativ toate laminoarele vechi.
Lagarele cu frecare lichida si lagarele cu rulmenti se folosesc la laminorele continue de profile mijlocii, usoare si sarme si la laminoarele continue de benzi subtiri laminate la cald sau la rece.
O exploatare corespunzatoare a lagarelor cilindrilor de laminare depinde de modul in care sunt efectuate operatii ca: demontarea si montarea elementelor componente ale lagarelor, contrulul starii in care se afla acestea, intretinerea lagarelor in timpul functionarii lor, repararea lagarelor etc.
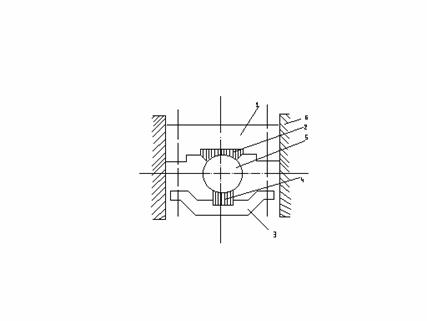
Fig. 4. Lagar de tip deschis cu cuzineti metalici:
1-traversa superioara a portlagarului; 2-cuzinet superior; 3-traversa inferioara a portlagarului; 4-cuzinet inferior; 5-fusul cilindrului; 6-stalpul cadrului
a)Lagarele cu alunecare de tip deschis cu cuzineti metalici (fig. 4)
se folosesc in momentul de fata numai in cazul laminorelor descontinue pentru table subtiri in foi la care temperatura fusurilor ajunge pana la 300 C. In acest caz, cuzinetii sant fixati intr-un suport ce se introduce in fereastra cadrului, numit portlagar. Ca materiale, pentru executarea cuzinetilor, se folosec bronzuri cu staniu, otel grafitat turnat si recopt pentru separarea carbonului liber sub forma de grafit etc. La aceste lagare problema cea mai delicata in exploatare o reprezinta asigurarea unei ungeri corespunzatoare in conditii de temperatura ridicata a fusurilor. Pentru a se reduce temperatura de lucru a acestor lagare se recomanda ca in interiorul portlagarelor sa se prevada serpentine prin care sa circule apa de racire.
b)Lagarela cu alunecare se tip deschis cu cuzineti nemetalici au inlocuit in ultimi 30-40 ani aproape complet lagarele cu cuzineti metalici avand in vedere avantajele deosebite ale acestora:
-sunt mai ieftine decat materialele metalice neferoase;
-racirea si ungerea se efectueaza cu apa;
-suporta presiuni comparabile cu cele pe care le admit cuzinetii metalici;
-au durabilitate cu mult mai mare decat a cuzinetilor metalici;
-asigura coeficienti de frecare foarte mici (0,004-0,006).
Singura conditie, care reprezinta un dezavantaj al cuzinetilor nemetalici, este temperatura de lucru ce nu trebuie sa depaseasca intre 50-80 C, cu atat mai mult cu cat si conductibilitatea termica a acestor cuzineti este de cateva sute de ori mai redusa decat cea a cuzinetilor metalici.
Principalul material folosit pentru cuzinetii acestor lagare este textolitul.Daca fosurile cilindrului au diametrul sub 200-240 mm,cuzinetii din textolit sunt executati dintr-o singura bucata si se introduc in portlagare in mod similar in cuzinetii metalici.Pentru cazul fusurilor cu diametre mari cuzinetii din textolit se executa din mai multe placi montate in casete astfel ca fiecare place sa fie radiala pe fus.Dupa prelucrarea cuzinetilor , casetele sunt montate in portlagar(fig.5).
In ultimul timp, s-a trecut la executare cuzinetilor din textolit dintr-o singura bucata si pentru fusuri cu diametre mari si foarte mari.
Prelungirea duratei de functionare a lagarelor cu cuzineti din textolit depinde in special de supravegherea si intretinerea permanenta a acestora.Astfel, se va asigura un debit suficient de mare de apa pentru racirea cuzinetilor incat diferenta dintre temperatura apei inainte si dupa contactul cu cuzinetii sa nu depaseasca 5-10 C.Apa folosita pentru racirea si ungerea cuzinetilor va fi numai apa potabila.
Faptul ca racirrea ci ungerea fusurilor se efectueaza cu apa are si o actiune corosiva asupra suprafetei fusurilor .Stratul de oxid, ce ia nastere la suprafata fusurilor, este principalul factor de care depinde uzura cuzinetilor din textolit.In acest sens, se recomanda ca periodic sa se unga fusurile cu o mica cantitate de unsoare consistenta, in special in cazul laminoarelor, ale caror conditii de lucru sunt caracterizate prin sarcini mari pe lagare, schimbari defrecvente ale sensului de rotire al cilindrilor si opriri dese ale laminorului.
Rezistenta cuzinatilor din textolitpoate fi mult marita si prin crestera duritatii fusurilor.In acest scop, se recomanda calire superficiala a fusurilo, care- pe langa marirea duritatii -se micsoreaza si cap[acitatea de coroziune a otelului fusurilor.
Daca intretinerea cuzinatilor consta in asigurarea ungerii si racirii lor, prin revizii se va efectua curatirea cuzinetilor si fusurilor de toate impuritatile depuse si se va controla gardul de uzura pe care il au.
La randul ei, repararea lagarelor cu cuzineti din textolit consta in inlocuirea setului de cuzineti uzati cu alti cuzineti noi, dupa o prealabila curatire a intregului portlagar si a fusului corespunzator.
c)Lagarele cu alunecare de tip inchis cu frecare lichida sunt mult mai complicate decat lagarele de tip deschis si implicit exploatarea, intretinerea si repararealor vor necesita acordarea unei atentii mai mari.
Principiul de functionare a acestui tip de lagar asigura realizarea unui film de ulei sub presiune intre fus si cuzinet astfel ca frecare a sa nu aiba loc metal pe metal, ci metal-film de ulei-metal.In acest caz, se obtin coeficienti de frecare foarte mici.
Aceste lagare se folosesc de obicei la laminoarele continue cu viteza si presiuni ridicate.Nu esta exclusa folosirea lagarelor cu frecare lichida nici la laminoarele discontunuee si reversibile dar in acest caz durabilitatea lor se reduce foarte mult, necesitand totodata si intretinere mult mai atenta.
Lagare cu frecare lichida(fig.6) sunt compuse din urmatoarele elemente:pe fusul conic al cilindrului 1 se fixeaza cu ajutorul inelului 2 o bucsa cilindrica3 ;aceasta se va roti in interiorul altei bucse4 care se fixeaza n portlagarul din fereastra cadrului5 cu ajutorul inelelor6 si 7.
Intre bucsa 4 si 3 se introduce ulei la o presiune de 1-1,5at printr-un sistem de pompe.
Functionarea in bune conditii al lagarelor cu frecare lichida depinde, de etanseitatea acestora, lucru ce se realizeaza prin mai multe garnituri inelare.Patrunderea apei, a oxizilor sau a altor corpuri straine in zona dintre bucsele 3 si4 conduce la inrautatirea proprietatilor uleiului, la intreruperea filmului de ulei si la uzarea bucselor.
Expoloatarea normala a lagarelor cu frecare lichida se asigura printr-o etanseitate perfecta a tuturor subansamblurilor lagarului so calitate superioara a uleiului folosit.Pentu aceasta, laminoarele cu astfel de lagare sunt dotate si cu statii centrale din recirculare a uleiului care asigura ata vehicularea, cat si fitrarea, racirea sau incalzirea uleiului.Aceste statii sunt dotate si cu aparate de masurat, controlate si semnalizarea afunctionarii lor,cae vor trebui sa fie supravegheate pe tot timpul functionarii lagarelor.
Cand se introduc in caja laminorului lagare noi, acestea vor fi supuse obligatoriu unoi rodaj de 4-6h.In primele 1-2h rodajul se va executa in gol, iar dupa aceea se va proceda la marirea contunua a sarcinii pana la valoarea maxima.In tot timpul rodajului se va controla continuu temperatura lagarelor, care nu trebuie sa depaseasca 70 C.Daca se depaseste aceasta temperatura, rodajul se va intrerupe si se va cauta cauza care a condus la cresterea exagerata a temperaturii.
Revizia lagarelor cu frecare lichida se va face pe toata perioada exploatarii lor dupa grafice intocmite in mod special si independent de graficele de revizie ale intregii caje de laminare.
Pentru asigurarea unei bune revizii si a unei exploatari neintrerupte a laminoarului, se recomanda ca pentru fiecare caja a laminorului sa existe cate 3 seturi de lagare, astfel ca in timpul ce un set de lagare se gaseste In exploatare, al doilea sa fie pregatit pentru eventuala schimbare, iar al 3-lea set sa se afle inrevizie.
In timpul reviziei, care consta in special in curatirea subansamblurilor lagarelor, se va contrula permanent si gradul de uzura al acestora.Daca se constata o uzura pronuntata in special a bucselo de pe fus 3 si din potlagar 4, lagarul se va trece neintarziat la reparatie capitala.
Reparatiile lagarelor cu frecare lichida constau in primul rand in slefuirea suprafetelor celor doua bucse intre care se formeaza filmul de ulei prin frecare cu pasta abraziva sau hartie abraziva fine, pentru inlarurarea eventualelor zgarieturi, a urmelor de coroziune,a denivelarilor cauzate de uzura din dreptul garniturilor de etansare etc..Dupa slefuire, subansamblurile lagarului se vor spala cu foarte multa atentie, pentru inlaturarea oricarei particule abrazive, care ar putea genera noi defecte pe suprafetele bucselot.
Tot in timpul reperatiilor se vor inlocui garniturile de etansare(cand gradul lor de uzura a depasit limitele admisibile), se vor incarca prin sudura continua sub flux zonele cu uzura ridicata si se vor turna noi straturi de compizitie pe suprafata bucselor, cand acestea s-au uzat sau au fost exfoliate.
Print-o buna exploatare, intretinere si reparare a lagarelor cu frecare lichida se poate asigura o durabilitate a acestora de pana la 10-12 ani.
d)Lagarele cu rulmenti folosite pentru laminoare se construiesc in general cu 2 sau 4 randuri de role conice sau cu 2 randuri de role in forma de butoias(fig 7).
Aceste tipuri de rulmenti admit sarcini radiale mari combinate si cu solicitari axiale.
Rulmentii cu role butoias permit de asemenea o functoinare normala si in conditii in care se formeaza intre axa inelului interior si axa inelului exterior un unghi de pana la 3 ca urmare a incovoierii elastice a cilindrilor in timpul exploatarii.
In cazul lagarelor cu rulmenti o problema foarte importanta o prezinta verificarea inaite de intrarea lor in exploatare a corectitudinii montajului.Pentru aceasta se efectueaza, timp de 15-20 min, rotirea in gol a cilindrilor(fara sarcina), verificandu-se astfel usoara lor incvartire cat si gradul lor de incalzire(temperatura nu trebuie sa depaseasca 30 C).
Exploatarea lagarelor cu rulmenti se va efectua In bune conditii daca nu se vor aplica sarcini prea mari imediat dupa ce rulmentii au fost schimbati.De asemenea, se vor supraveghe continuu pentru ca temperatura lor sa nu depaseasca 50-60 C, iar unsoarea sa nu fie aruncata in lagar.Periodic se va controla aparitia eventuala a jocurilor axiale, care nu trebuie sa depaseasca 0,5mm.
De o importanta deosebita in exploatarea normala a lagarelor cu rulmenti este si alegerea modului de ungere a acestora. Astfel, se recomanda folosirea de unsorii consistente moi la viteze de rotatii mici (sub 4-5 m/s) in timp ce pentru viteze de roratie ridicate se recomanda unsori in stare lichida. De asemenea, trebuie avut in vedere ca pe masura ce sarcina pe rulmenti este mai mare, cu atat viscozitatea unsorii trebuie sa fie mai ridicata.
In cazul rulmentilor ce lucreaza la temperaturi ridicate (70-80 C), cum de exemplu se intampla la laminoarele de benzi la cald, ungerea se va efectua ori cu unsori in stare lichida caracterizata de viscozitate ridicata, ori cu unsoori consistente caracterizate de temperaturi de picurare inalte.
Ravizia rulmentilor are ca scop determinarea starii in care acestia se afla, respectiv determinarea gradului de uzura a diferitelor lubansambluri ale rulmentilor, pentru a se stabili daca pot functiona in continuare sau este necesara inlocuirea lor.
Pentru efectuarea reviziei, rulmenti se extrag de pe fusurile cilindrilor, se curata de unsoare si murdarie depuse si apoi se spala in benzina sau in apa fiarta cu un adaos 2% sapun de natriu. Dupa spalare, rulmenti sunt uscati prin suflarea de aer si se introduc apoi, timp de 1,5-2 ore intr-o baiae de ulei cu temperatura de 90-100 C. Rulmentii astfel taratati sunt lasati sa se raceasca, se sterg la completa uscare si se supun unui control vizual, pentru a se determina calitatea suprafetelor de rulare a inelelor si a roleleo, starea separatoarelor si marimea jocurilor radiale si axiale. In functie de acest control se poate stabili daca respectivul rulment mai poate functiona in bune conditii sau trebuie schimbat.
